
Как делают ювелирные изделия
Опубликовано: 24.07.2024
С чего же начинается изготовление ювелирного украшения? Начинается оно с модели и заканчивается – попаданием на прилавок магазина, а уже далее на вашу шею или руки. Но какие этапы проходит сам процесс творения роскошного произведения искусства из металла и камней?
Как создаются ювелирные украшения: эскиз, выбор материалов, отлив, закрепление камней и финишная отделка.
Мастер создает эскиз – он отображает на бумаге свою мысль. Если ювелирное изделие слишком сложное с позиции технического исполнения – изделие разбивается на несколько частей, которые после отливки крепят между собой.
Когда эскиз готов – создается реальная, трехмерная модель. Тут может быть несколько вариантов:
1. Если его изготавливают в единичном экземпляре – восковая модель растапливается металлом, который будет заполнять пустоты бруска и приобретать заданную форму.
2. Если будет запускаться в серийное, массовое производство – изготавливают модель из никель-цинкового или серебряного сплава. Далее изделие запекают в специальной форме, которая после приобретает форму изделия – ее используют для массового отлива.
3. Существует еще один способ – при помощи специальных CAD-систем создают на практике 3Д модели на компьютере, уже с их помощью в будущем отливают само украшение.

Когда модель готова – закономерно возникает вопрос о том, из какого металла и какие камни применять в украшении :
1. Выбирая металл – тип, сплав последнего зависит от модели будущего украшения, а также предпочтений самого заказчика.
2. Камни – это могут быть как драгоценные, так и полудрагоценные минералы, и самоцвет. Тут вы можете полагаться только на свой вкус и финансовые возможности, так как одни стоят дороже, другие дешевле.
3. Иные материалы. Если золото или платина, камни – для вас банальность, тогда можете остановить свой выбор на дереве или смолах, шпагате или иных, менее распространенных в ювелирном деле материалов.
Отлив украшения
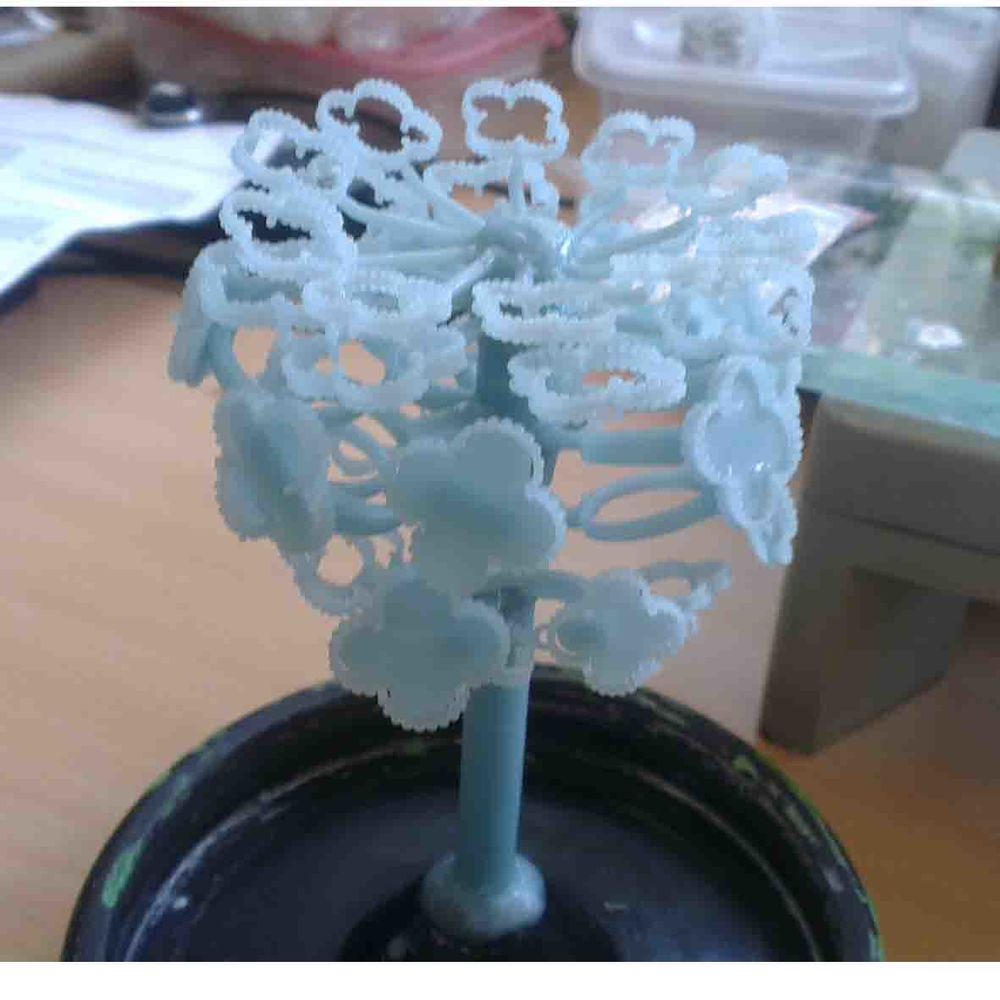
Именно литье – самый важный в ювелирном деле этап создания украшения. Изделия в большинстве своем производят массово – об этом и поговорим далее. Сбирают воедино несколько восковок и припаивают их на один стержень – выходит такая себе болванка в виде елочки.

Именно ее формуют мастера в специальный глиняный состав и запекают – из нее вытекает воск, образуя пустоты. Именно эти самые формовочные пустоты и будут служить основой для заливки металла. После затекания форма остывает, ее очищают и далее применяют в процессе изготовления ювелирного украшения.
Монтаж украшения
В большинстве своем ювелирные украшения делают не в виде единого изделия, а отдельных его составляющих частей – после отливки их соединяют между собой в единое изделие. Именно этим и занимается мастер монтировщик – части соединяют в изделие, устраняют погрешности и украшению придают более или мене завершенный вид.
Полировка и шлифовка
Когда изделие готово – для завершения требуется всего немного, а именно придать ему роскошный блеск. И в этом случае мастер применяет шлифовку и полировку украшения – могут применяться один из нескольких видов:
· химическая полировка – помогает убрать с поверхности металла оксид, оставшийся после оливки;
· шлифовка изделия – по сути грубая обработка изделия, придающая ему завершенный внешний вид, ликвидирует дефекты;
· полировка – при помощи мягко ткани полируют саму поверхность металла, придавая ей зеркальный блеск;
· галтовка – изделие прокручивают в барабане со специальным абразивным составом, соединяя в себе по сути полировку и шлифовку в едином целом.
Как видим, сам процесс создания украшения – это долгий и кропотливый труд, но в конечном итоге на свет появляется настоящее произведение искусства.
Люди любили украшения с древних времен. Первобытные люди носили браслеты, кольца и колье, серьги для самовыражения, с целью подчеркнуть статус и богатство. С тех пор почти ничего не изменилось. Только технологии обработки материала и дизайн стали разнообразнее и профессиональнее.
Стать мастером ювелирного дела — посильная задача для каждого, кто любит рукоделие. Научиться моделированию украшений, освоить техники литья и инкрустации можно по бесплатным видео урокам для начинающих ювелиров. Учиться на можно с нуля и в домашних условиях.
Ювелирное моделирование
Работа ювелира разносторонняя и включает много умений и навыков. В последние годы, с появлением компьютерного 3D-моделирования, добавилась необходимость овладеть соответствующими компьютерными программами, навыками дизайна. Моделирование — путь от эскиза к модели.
Обзор горелок
Ювелирные горелки — бензиновые и газовые. Первый тип лучше для домашнего использования. Газовая модель предполагает обязательства по регулярной смене баллона. При выборе и покупке стоит обратить внимание на габариты и вес. Лучше выбирать миниатюрные и легковесные образцы, способные производить мощное пламя.
Инструменты и оборудование
Арсенал ювелира довольно широк. Многое реально сделать собственными руками.
- Электронные весы.
- Емкость для плавления и сушки (тигель).
- Домик для удерживания жара.
- Бурошница для разведения флюсов, отбелов и т.д.
- Титановая палочка для размешивания сплавов, набора припоя.
- Огнеупорная поверхность для отжига и пайки.
- Горелка (газовая, бензиновая, ручная).
- Вальцы для проволочных и пластинных заготовок.
- Фильеры для создания трубочек и проволоки.
- Ригель — стержень для придания формы.
- Плоскогубцы и круглогубцы (флацанки).
- Чертилка и керн для разметок.
- Цанговая ручка для хватания.
- Лобзик для выпиливания.
- Бор для рассверливания.
- Давчик и корневертка (используемая при закрепке камней).
- Гладило и шабер (полировщики).
- Штихель — ручная резка.
- Шперак — наковальня.
- Анка для создания выпуклостей.
- Флахейзен — маленькая плита для ковки.
- Накатка для мелкого орнамента.
- Надфиль (напильник).
Серебряное кольцо
Первый опыт в ювелирном мастерстве рекомендуют получать, создавая кольца. Возможные варианты — коктейльные, тринити, помолвочные и обручальные, перстни, печатки. Для продвинутых мастеров — незамкнутые, с цепочками или подвесками, на два-три пальца. Выбор материалов включает белое, розовое, желтое и красное золото, платину, серебро, титан, вольфрам, палладий, олово, медь.
Закрепка камня
Инкрустация предметов камнями — старинная техника с интересной историей. Инкрустировать можно любое изделие: подвески, сережки, браслеты, колье, часы.
Распространенные способы закрепить камень:
- крапановый — фиксация лапками-крючками,
- ободовый (глухой, гнездовой) — древнейший вид, когда камень прячется под ободком,
- клеевой (для жемчуга и других круглых деталей) — приклеивают на штифт,
- канальный (рельсовый) — ряд из декора вставляют в паз в форме канала,
- корнеровый — погружение в металл,
- паве — размещение в высверленных нишах россыпью,
- кармезиновый — комбинация из крапанов.
Литье
Существует несколько технологий изготовления ювелирки: штамповка, прокатка, волочение, литье. Последнее чаще всего используют при работе с золотом. Отливка авторских изделий состоит из следующих шагов.
- Создание эскиза (монолит или сборка из нескольких деталей).
- Отливка в воске или применение готовой восковки.
- Формовка опоки для получения литейной формы.
- Литье металла.
- Сборка, закрепление вставок, обработка и шлифовка.
Трубчатые серьги
Конго — общепринятое среди ювелиров название классических сережек в форме колец. Почему классических? На сегодня модель является самой универсальной: подходит для любого стиля (от хиппи до r&b), возраста (от подростка до леди в годах), пола и случая (офис, городская прогулка, деловая встреча, романтическое свидание). Простой вариант исполнения предполагает формование из полой трубчатой заготовки. При желании можно украсить камешками или дополнительными элементами, экспериментировать с толщиной, формой, диаметром и фактурами.
Золотые шарики
Шарики используют как детали для любых видов изделий. Или в качестве заготовок под серьги-пусеты. Отливать можно из серебра или золота. Технология одинакова, в результате должны получиться пустотелые сферические элементы. Изготовленную пластину потребуется прорубить просечкой или выпилить окружность, затем сформовать полусферу с помощью анки и пунзелей.
Швензы для серег
Швензами называют часть сережки, вставляемой в ухо. Обычно имеют форму крючка с застежкой (петля, английский, французский замки) или без. Даже если изделие сделано из дерева, пластика, бисера или проволоки, швенза всегда изготавливается из металла. Лучше использовать серебро, золото, медицинскую сталь, титан, не вызывающие раздражений и воспалительных процессов в местах прокола.
Плетение арабский бисмарк
Бисмарк — красивое, сложное и одно из самых прочных плетений, гарантирующих долговечность. Не случайно название сразу ассоциируется с железной натурой известного германского канцлера Отто фон Бисмарка. Хотя имя ювелира-создателя плетения осталось неизвестным. Существует несколько разновидностей: абината, московское, гламурное, одинарное. Цепочки и браслеты бисмарк выглядят солидно и идеально подходят к строгим деловым костюмам и повседневным комплектам. С вечерними изящными нарядами смотрятся менее гармонично, но также допустимы.
Сегодня ювелирное мастерство из ремесла превратилось в искусство. Занятие дает простор художественному и творческому самовыражению, дизайнерской мысли. Также развивает понятие о моде, истории, культуре и современных тенденциях

Вы приходите в ювелирный магазин, обводите глазами полки с ювелирными изделиями, ищете нужное вам: смотрите на качество, пробу, ценник…
И совсем мало людей в этот момент задумываются, сколько времени, труда, сил вложено в понравившееся вам изделие. Сколько человек трудилось, чтобы оно стало таким, каким вы увидели его на полке ювелирного магазина.
Предлагаем сегодня поднять немного занавес над дверями в ювелирные цеха и посмотреть, как же рождается ювелирное изделие.
Как оно трансформируется в умелых руках ювелира, как оно практически волшебным образом превращается в те сверкающие и привлекающие взгляд украшения, к которым мы привыкли.
Только все будет по-настоящему, мы не будем приукрашивать ювелирные будни, рассказывать, как за чистыми столами работают ювелиры в белых рубашках, и все у них выходит с первого раза, так что слабонервных, как говорится.
Теперь все с самого начала!
Как думаете, с чего все начинается?
Все начинается с идеи. Она рождается в загадочных глубинах человеческого мозга. Откуда она там появляется, пока ответа однозначного нет. Ну да ладно, не будем усложнять. :)
Итак, есть идея, что же дальше?
Эскиз. На этом этапе подключается художник, который на бумаге прорисовывает будущее ювелирное изделие. Фактически он рисует техническое задание для 3D дизайнера, который по этому рисунку должен точно понять идею, размеры, пропорции. Поэтому рисунков будет столько, сколько потребуется для исчерпывающего технического задания, ибо ювелирное искусство — штука очень точная, и ошибка в 1 мм может вызвать непоправимые последствия.
Иногда эскизом для будущего ювелирного изделия может послужить и фото, как в нашем примере. :)
Эскизы у нас есть, и мы передаем их 3D дизайнеру, который строит в специальной программе точную копию будущего изделия.
Выглядит это так.
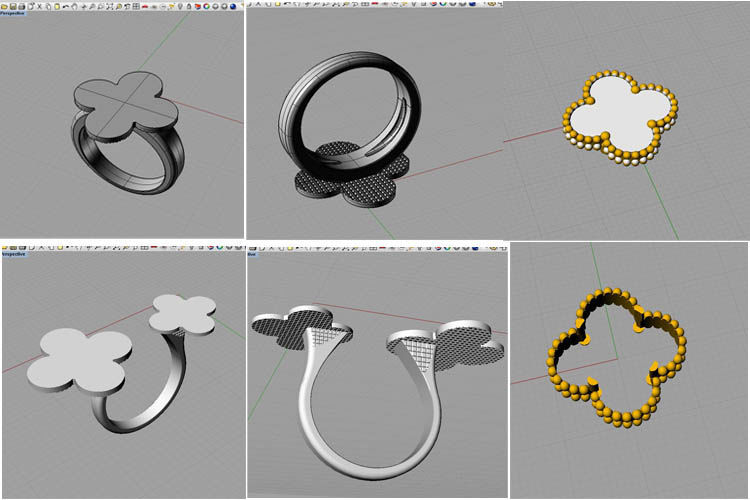
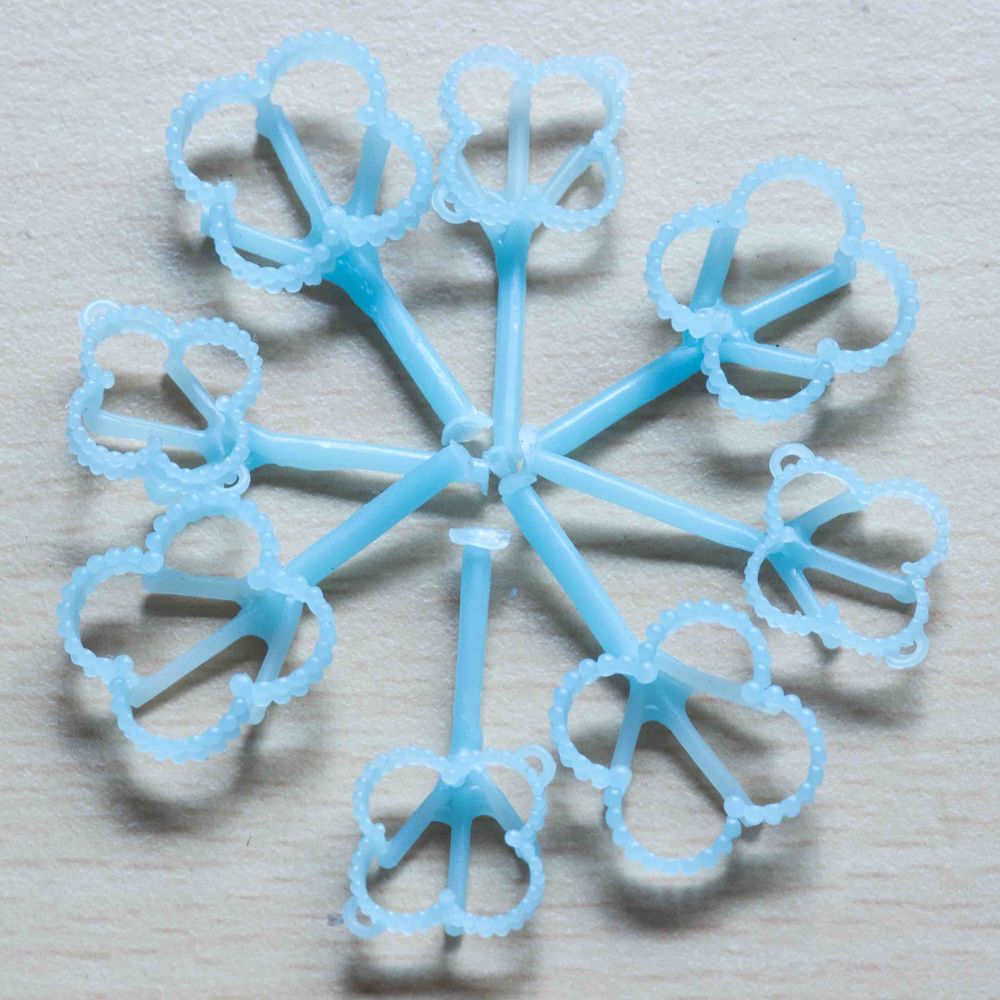
3D модели готовы, и мы передаем их на построение в полимере.
Потом отливаем в металле и делаем все необходимые доработки. Готовое изделие заливают специальной резиной, чтобы получить форму для будущих копий.
Финишный этап — резиновая пресс-форма.


Теперь можно приступать к изготовлению восковых копий нашего ювелирного изделия. Для этого нам нужны «резинки» (так сокращенно называют резиновые пресс-формы, специальное оборудование для заливки, которое сначала с вакуумом, а потом под давлением заливает воск в наши формы. Называется воск инжектор).

И вот что у нас выходит.




Очень редко ювелирные изделия отливаются по 1 штуке, это занимало бы слишком много времени и было неоправданно дорого, поэтому восковок делается определенное количество (20, 30, 50,100) в зависимости от размера опоки (это емкость для помещения туда восковок, а впоследствии заливки металла). Далее мы должны их как-то соединить между собой. И мы приступаем к сборке «Елки». В специальную подставку вставляется восковой столбик, и к нему под определенным углом и в определенной последовательности припаиваются воском будущие ювелирные изделия. Выглядит это в итоге так.

К слову сказать, на фото «елка» собрана с ошибками, чуть дальше поясним почему. «Елка» готова, и мы переходим к следующему этапу.
Теперь нам нужно залить ее в опоке гипсовой смесью, проводить эту процедуру необходимо без доступа воздуха. Для этого мы используем оборудование, в котором перемешивается специальный гипсовый порошок с водой при определенной температуре, потом раствор держим под вакуумом, чтобы исключить попадание воздуха, и затем подготовленный гипс заливается в нашу опоку. Все это происходит по секундомеру, чтобы соблюсти технологию. Потом опока с гипсом должна отстояться, и мы сможем переходить к следующему этапу.
Гипс залил наши восковки и стал твердым. Теперь наша задача выпарить воск, чтобы у нас остались на его месте полости, куда будет залит металл. Процесс это не быстрый, опока может прокаливаться целые сутки. Для это мы ее ставим в специальную печь и включаем программу разогрева и дальнейшего поддержания определенных температур до 750 градусов, чтобы гипс стал прочным, как монолит и в точности повторил каждый элемент будущего ювелирного изделия. Каждому типу изделий и металлу, в котором они будут отливаться, соответствуют свои температуры опоки и расплавленного металла, чем тоньше изделия, тем выше нужны температуры.
Время прокалки подошло к концу, и наступает интересный этап заливки металла в гипсовую форму.


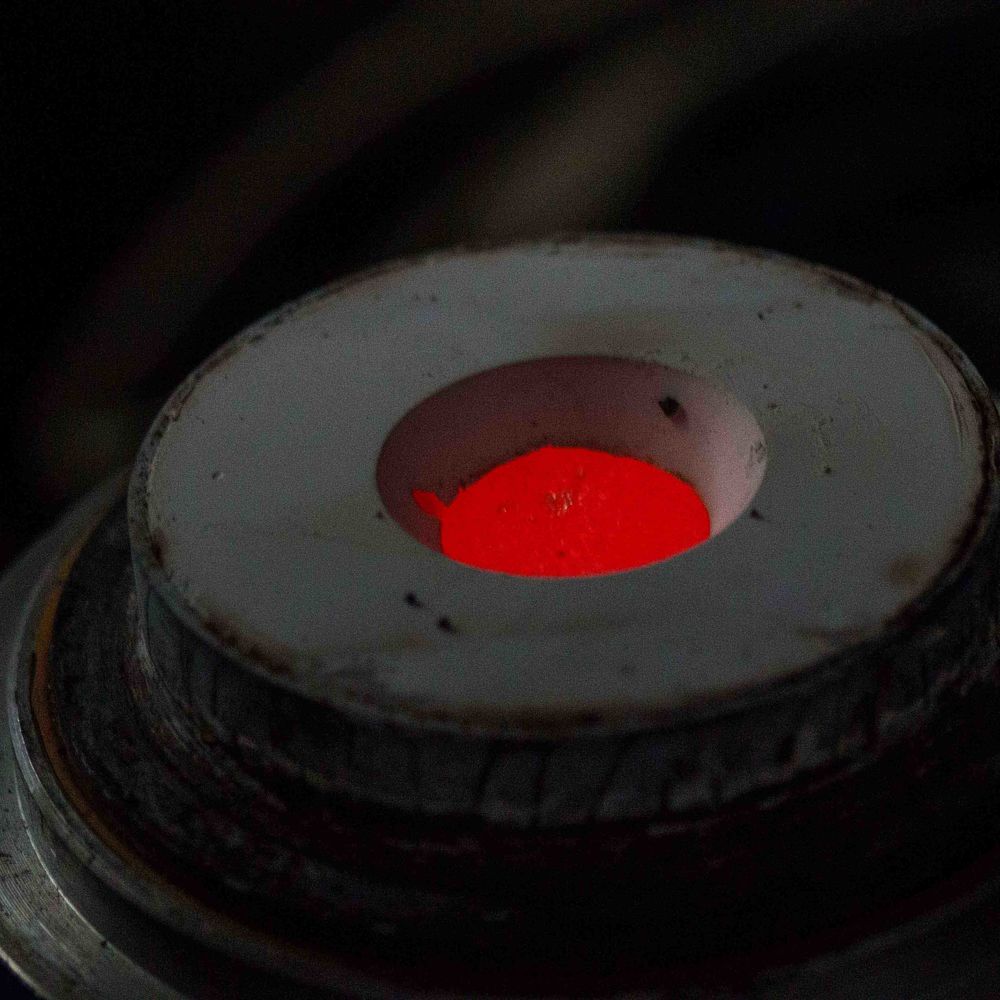
Для этого предварительно подготовленные ингредиенты будущего сплава мы кладем в литьевую машину.
Например, 925 проба серебра подразумевает 92,5 % чистого серебра и 7,5% чистой меди.
Для того, чтобы прийти к составам металлов, которые нам уже привычны: 925 проба серебра, 585 проба золота (красного, желтого, белого цвета) люди прошли путь, который измеряется десятилетиями и огромным количеством проб и ошибок.
Когда металл полностью расплавился, мы начинаем его заливку в форму под действием втягивающей силы вакуума. На третьем фото видно, как уже остывает металл в опоке (видно как раз отверстие, в которое он лился).
После того, как металл залит и остыл, мы должны освободить будущие ювелирные изделия от гипса. Для этого мы сначала размачиваем опоку в воде. А потом отмываем ее под высоким давлением.
Вот что получается.


Под каждое изделие режимы температур подбираются опытным путем. Иногда удается с первого раза сделать качественную отливку, иногда этот путь чуть дольше, что и показано на наших фото. Мы анализируем пути литниковую систему (пути, по которым поступал в гипсовую форму расплавленный металл), расположение и габариты изделий на «Елке», после чего начинаем проходить весь путь подготовке к отливке заново с учетом нужных изменений.
На втором фото только отлитая «Елка» еще с остатками гипса на ней. Видно, что не соблюдены габариты изделий, недостаточное количество литников, не точно подобраны температуры прокалки опоки и температуры металла.
Для того, чтобы получить качественно отлитые изделия, нужно потратить время, делая восковки, собирая елки, прокаливая опоки и отливая в них металл. Это путь создания украшений, и на каждом этапе мы приобретаем опыт, с каждым разом становимся ближе к желаемому результату.
Теперь наступает время самых интересных превращений.
Сначала все изделия аккуратно откусываются с «Елки» и поступают в обработку (в этом этапе участвует много разных машин, а также ручной работы).

После предварительной обработки наступает время сборки, некоторые ювелирные изделия состоят из множества отдельных частей. В нашем примере у изделий есть основа и верхний элемент, в который крепится камень. В зависимости от типа соединения используется несколько видов пайки, самая точная и тонкая пайка лазером.
Еще раз изделия поступают в обработку.
Если говорить об изделиях на нашем примере, то следует добавить еще один этап — вырезку вставок.

У каждого камня свои особенности обработки, и если перламутр можно обрабатывать на своем оборудовании, то, например, агат мы отдаем резчикам по камню, которые вручную работают алмазным инструментом.
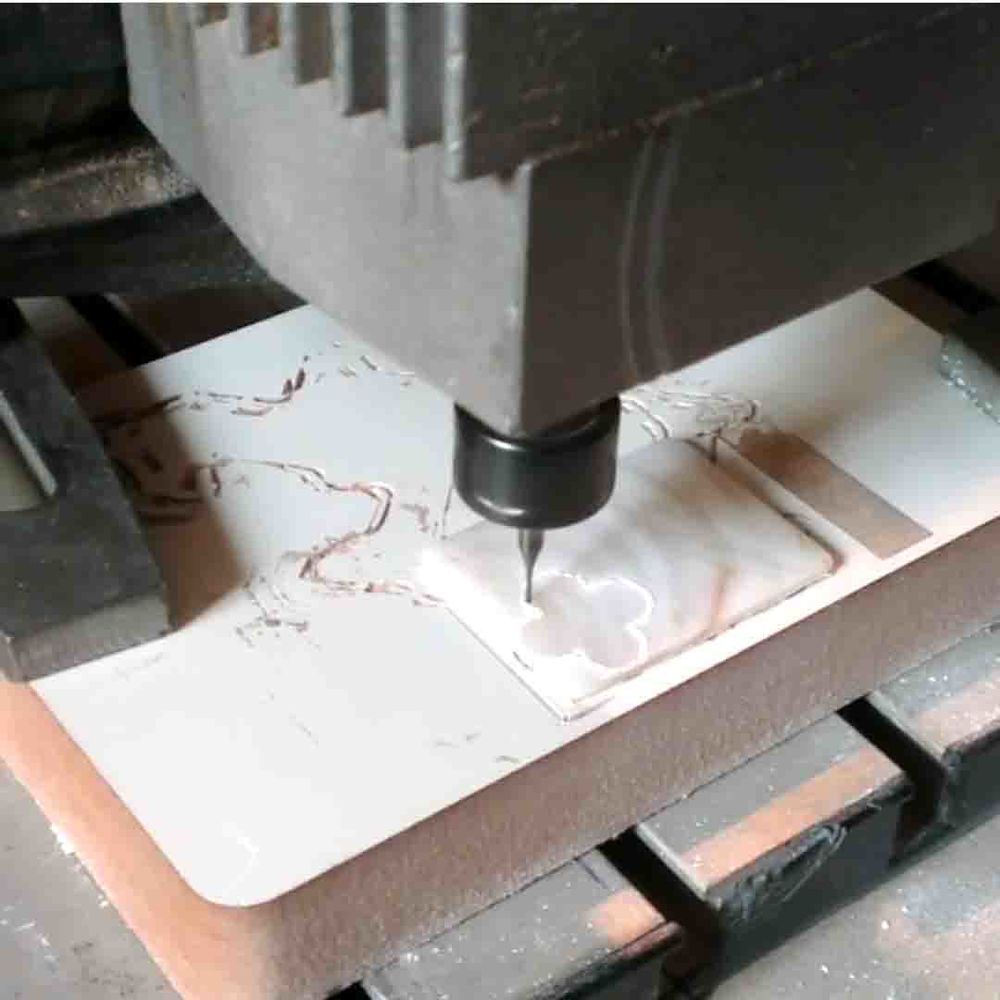
Для обработки натурального перламутра мы прибегаем к помощи станка ЧПУ (числовое программное управление). Пишется программа, и станок с очень высокой точностью вырезает в пластине перламутра нужную нам форму.

Дальше, если это серебро или белое золото, то украшения покрываются защитным слоем (родируются), для того чтобы они долго выглядели красиво, в случае если изделие серебряное, не темнели. Родий — это металл платиновой группы, он обладает высокой тугоплавкостью и высокой способностью отражать свет (блестеть).
Ну, и самый понятный и привычный всем этап, готовое изделие :)
Результат долгого интересного пути, проб, опыта, труда, и как это все практически волшебным образом превращается в ювелирные изделия.

Ну что, как экскурсия?
Я надеюсь, что мы не напугали вас замысловатым текстом и реальными фото. :)
Мир ювериного искусства очень большой и интересный! В одной маленькой статье не уложить всю суть работы ювелира, но часть, мы очень надеемся, все таки показать удалось!
С уважением, Александр и Марина Стодольские.
FB VK OK LinkА чтобы понять, как именно, «ПМ» посетила производственную площадку завода «Диамант», разместившуюся в поселке Красное-на-Волге — одном из главных ювелирных центров России. Почему сосредоточение производства колец, сережек и колье случилось именно в этом населенном пункте в 34 км от Костромы, никто точно не знает. Драгоценные металлы здесь не добывают, камни не гранят, но еще еках возникли тут первые мастерские. «Диамант» тоже вырос из мастерской, но теперь это современное промышленное предприятие, где работает около 1800 человек. Но даже при такой численности работников делать каждое из 6 000 000 изделий в год исключительно вручную не получилось бы. Нужны подлинно индустриальные технологии, которые, однако, позволяли бы ювелирному изделию остаться воплощением красоты и изящества.

Красиво? Технологично?
Поэтому, конечно, все начинается с замысла художника-ювелира, который и рисует эскиз будущего украшения. «Правда, художник обязан быть немного технологом, — рассказывает Олег Штыркунов, технолог предприятия, любезно согласившийся быть нашим гидом, — ведь то, что красиво смотрится на бумаге, не всегда может быть реализовано в производстве. Мы, конечно, делаем все, чтобы соединить мысль художника с технологическими возможностями, но порой это не удается».

Поэтому одним из ключевых моментов в реализации замысла художника становится 3D-моделирование будущего изделия — именно на этом этапе художественный замысел совмещается с требованиями производственников и службы сбыта. 3D-модельер задает точные размеры посадочных мест для камней, причем допуски здесь составляют порядка 10 мкм, иначе камень либо невозможно будет вставить, либо он легко вылетит из украшения. По окончании всех согласований 3D-модель отправляется на прототипирование.

Прототипирование — это распечатка модели на 3D-принтере, причем используются две технологии. Первая — печать пластиком, при которой отдельные «пиксели» на слое жидкой массы отверждаются точечным УФ-излучением. Вторая больше похожа на традиционную струйную печать: головка слой за слоем покрывает поверхность крошечными капельками воска, причем более тугоплавкий синий воск используется для создания собственно промодели, а белый — для поддержки (позже он будет выплавлен). Оба метода имеют свои недостатки: воск дает менее качественные поверхности (их можно подкорректировать вручную специальным инструментом), а пластик всем хорош, но.
FB VK OK LinkПромодели заливают формомассой на основе гипса, чтобы создать формы для литья из серебра. Это будет, конечно, еще не ювелирное изделие, а лишь промежуточная модель. Так вот, при изготовлении форм воск легко плавится и вытекает, а пластик частично горит и оставляет золу, что может в конечном итоге привести к браку литья. И все-таки при моделировании изделий с более тонкими деталями предпочтение отдается пластику.

Руки незаменимы
То, что получится из серебра, — еще довольно грубое изделие. Оно несет на себе следы грубой дискретности 3D-печати, и следы эти придется убирать вручную. «Вообще мне хотелось бы подчеркнуть, что при всех индустриальных масштабах производства ювелирных изделий, — говорит Олег Штыркунов, — роль ручного труда, в том числе высококвалифицированного, в производстве по-прежнему велика». Помимо исправления поверхностей, тщательной обработки и корректировки требуют посадочные места для камней — с учетом усадки при литье, усадки восковой, усадки металла. Камень не должен вывалиться или треснуть. Обработка посадочных мест доверяется самым опытным мастерам, так как в конечном счете именно от них зависит качество будущего изделия.
FB VK OK Link
Когда серебряная модель готова, ее помещают внутрь пачки пластин из сырой резины. Мягкая резина плотно облегает металл, повторяя его рельеф. Резиновый брикет отправляется в вулканизатор, подвергается там воздействию высокого давления и температур и возвращается обратно уже в виде довольно твердого монолитного кирпичика. Теперь задача состоит в том, чтобы не просто извлечь из формы серебряную модель, но и очень грамотно, по определенному алгоритму вскрыть форму, превратив ее в две хорошо смыкаемые друг с другом половинки. Необходимо обработать ее так, чтобы добиться хорошей проливаемости металла и вместе с тем избежать появления большого количества облоя.

В этих формах будут отливать кольца, элементы сережек и колье, кулоны? Да нет, конечно. Всего лишь очередную промежуточную модель. Но уже каждая такая модель станет прототипом для одного-единственного изделия. Модели делают из литьевого воска с помощью специальных инжекторов. Нагретый воск под давлением впрыскивают в форму, причем эта операция может проводиться как в ручном режиме, так и на полуавтоматических линиях, если требуются особо точные параметры давления и объема воска. Конечно, одна резиновая матрица используется для отливки множества моделей, однако их количество зависит от сложности изделия. Сложные матрицы служат всего пару недель, зато резиновые формы для более простых изделий могут работать годами.

Пустота вместо «елочки»
Разумеется, выплавленные из воска модели подлежат дополнительной ручной обработке — удаляется облой, корректируются поверхности. А затем наступает самый, пожалуй, феерический этап массового производства литых ювелирных изделий. На специальном участке девушки с помощью прибора, напоминающего аппарат для выжигания по дереву, припаивают модели к толстому восковому стержню. Получается то, что производственники называют «елочкой» — и действительно, стержень в окружении «веточек» из моделей сильно напоминает украшенное новогоднее дерево. Стержень втыкается в основание из пластика, что еще более усиливает сходство. Количество веточек разнится в зависимости от размеров будущих изделий — их может быть от десяти до многих десятков.
FB VK OK Link
«Елочку» взвешивают и с помощью пропорции рассчитывают количество требуемого драгоценного металла — чтобы не было перелива или недолива. Затем «елочку» помещают в цилиндрическую кассету — опоку — и заливают формомассой, опять же на основе гипса. Тут стоит заметить, что, если в литое изделие предполагается вставить много мелких камней, применяется технология воскового литья с камнями: в опоку погружают «елочку», в восковые элементы которой уже вставлены камешки.

Так делают для того, чтобы впоследствии камни оказались фактически вплавленными в поверхность изделия — создание для них механических креплений-крапанов не дало бы нужной прочности, и появился бы риск выпадения камней. Опоку помещают в печь и в течение нескольких часов подвергают нагреву (обычно в ночные часы). В это время происходит два процесса: формомасса отверждается, а воск вытекает из занятых им полостей через отверстие в основании. Подобно тому как в застывшей лаве Помпей обнаруживали пустоты, образованные сгоревшими дотла телами людей, здесь мы обнаружим пустоту на месте восковой «елочки».

Наконец-то золото!
Следующий этап — печь вакуумного литья. В расположенном в верхней части печи тигле плавится золото или серебро, но до поры до времени он закрыт специальным штоком. Вынутая из печи опока помещается в так называемый стакан под тиглем. Из стакана откачивается воздух, шток вынимается, и под действием силы тяжести и разряжения металл буквально всасывается внутрь формы.
FB VK OK Link
Процесс литья закончен. Если внутри опоки уже есть камни, ей надо дать остыть: мгновенное охлаждение приведет к растрескиванию камней. Если камней нет — можно охлаждать быстро. А дальше совершается нечто прозаическое и волшебное одновременно. Сначала опоку просто помещают под кран с водой, и внешняя часть формомассы быстро размывается и удаляется. Далее в специальной камере остатки формомассы вымываются с помощью находящейся под высоким давлением водяной струи. И мы снова видим «елочку», только теперь она состоит из золота или серебра! Но скоро ей конец.

Уже отлитые украшения или их части срезаются с «елочки» специальными ножницами. Заодно удаляются так называемые питатели — технологические элементы, фактически являющиеся слепками каналов, по которым металл (а ранее воск) поступал к отливаемому украшению. Места их сочленений с изделиями заполировываются.
Драгоценная пыль
Конечно, литые украшения, вынутые из печи, еще не имеют того товарного вида, который мы привыкли видеть в ювелирных магазинах. Им необходимо несколько стадий галтовки, то есть шлифовки и полировки в барабанах, наполненных абразивами. Барабаны бывают мокрыми (они наряду с абразивом заполнены жидкостью) и сухими — там жидкости уже нет. Абразивы имеют разную форму и назначение: это могут быть конусообразные гранулы из пластика или молотая кожура грецкого ореха.

Но все же окончательный блеск украшения приобретают на этапе ручной финишной отделки, где золотые и серебряные поверхности полируют различными инструментами с мягким ворсом. У рабочих в этом цеху руки покрыты слоем металлической пыли, и когда в конце рабочего дня сотрудники моют руки, стекающая вода не уходит в канализацию, а собирается в особых баках, где потом отстаивается.
Затем из осадка экстрагируются попавшие туда частички драгметаллов. «Утилизации отходов драгметаллов, — говорит Олег Штыркунов, — важная часть производственного процесса. С определенной регулярностью на "Диаманте" проводится общая чистка всех поверхностей в производственных цехах с целью сбора ценных отходов. На крупных ювелирных предприятиях на Западе сейчас даже применяют специальные устройства, которые фильтруют воздух в вентиляции, дабы драгметаллы не улетали "в трубу", и, возможно, о такой системе вскоре придется задуматься и нам».
Рассматривая украшения в витринах ювелирных магазинов, задумывались ли вы о том, какой путь проделывает каждое изделие, прежде чем оказаться в продаже? Сегодня мы рассказываем о работе тех, кто создаёт ювелирные изделия – поделимся «кухней» процесса и по очереди опишем все этапы, связанные с производством: от эскиза на бумаге до непосредственной реализации.
1. Мудборд коллекции и создание эскиза
Работа над ювелирной коллекцией начинается с выбора актуальной темы и источника вдохновения. Перед созданием эскизов дизайнер, как правило, составляет мудборд — визуальное представление настроения коллекции. В мудборд обычно входят графические изображения и фотографии, необходимые для отражения настроения и тематики будущей коллекции. Далее — создание эскиза. На бумаге идея художника приобретает реальные контуры. Дизайнер разрабатывает сразу несколько версий одного украшения, которые могут отличаться элементами дизайна, вставками, вариантами застёжек и другими деталями. Из всех представленных версий изделия выбирается одна — лучшая с точки зрения эстетики и функциональности.
 |  |
2. 3D-моделирование и мастер-модель
По предложенному художником эскизу в графическом редакторе (самый распространённый инструмент в ювелирной среде – Rhinoceros) строится трёхмерная модель изделия. Благодаря работе 3D-модельера, двухмерные наброски художника приобретают объем и форму. Такой специалист по 3D-моделированию обладает компетенциями не только компьютерного проектировщика, но и дизайнера и технолога, а это значит, что он учитывает детали и технологические особенности будущих изделий. Иногда 3D-дизайнер работает непосредственно в паре с технологом с производства, что позволяет предварительно оценить все характеристики будущего изделия и внести поправки в дизайн, прежде чем украшение обретет свою конечную форму. 3D-модель должна быть спроектирована таким образом, чтобы ювелирному производству было удобно с ней работать. Если 3D-модель выполнена технически верно, в дальнейшем процессе производства сложностей с самим изделием уже не возникнет. В то же время неправильно выполненная 3D-модель может оказаться абсолютно непригодной в условиях производства, или же реализованный по такой модели заказ может повысить себестоимость изделия в несколько раз.

Созданную в графическом редакторе модель печатают на 3D-принтере специальным полимером или воском. Эту мягкую на ощупь модель заливают жидким гипсом и помещают в печь. При высокой температуре гипс застывает, образовывая полость в виде формы модели, а воск или полимер вытекает через оставленное отверстие. Далее в эту полость заливают жидкий металл (как правило, латунь), где он со временем остывает. Так получается мастер-модель изделия. Готовое металлическое изделие дорабатывается вручную до эталона для всех будущих изделий. Важно заметить, что, например, для каждого размера кольца или для каждого отдельного элемента украшения создается своя мастер-модель. Если уже после получения мастер-модели у неё обнаруживаются значительные недостатки при проектировании, на этом этапе процесс возвращается к доработке 3D-модели.

3. Изготовление пресс-формы
Следующий этап — это создание пресс-формы, которая позволяет максимально ускорить и упростить процесс производства, поставив его на поток. Сырьём для пресс-форм являются резиновые смеси, поэтому в профессиональной среде пресс-формы называют просто «резинками». Уже готовую мастер-модель заключают в эту пластичную массу, затем помещают в вулканизационный пресс и прогревают 5 минут, после чего в течение 40 минут вулканизируют при высоком давлении и температуре около 140-150°С. В это время напоминающая пластилин масса затвердевает до состояния резины. После этого резчики особыми инструментами аккуратно разрезают пресс-форму и вынимают мастер-модель, оставившую в резине объёмный отпечаток. Теперь изделие может выпускаться в любых объёмах. Все изделия, изготовленные с помощью такой резинки, будут выглядеть одинаково. Простые изделия, без сложных составных частей, можно изготовить с помощью одной резинки, в то время как изделия более сложного дизайна, как правило, требуют использование нескольких резиновых пресс-форм (для каждой детали изделия создается своя резинка). Стоит отметить, что резинки не вечны, однако имея мастер-модель, всегда можно изготовить новую пресс-форму. Изготовление пресс-формы завершает этапы подготовки к производству.

4. Восковки, «восковые ёлки» и гипсовая формомасса
На этом этапе производства ювелирные изделия приобретают вполне реальную, хоть и восковую форму, которая потом становится своеобразным трафаретом для литья из металла. Работа по изготовлению восковых моделей начинается с технического задания, в котором указывается количество необходимых изделий и размерный ряд. С помощью специального оборудования (инжектора) расплавленный воск впрыскивается в пресс-форму. Для того чтобы воск быстрее застывал, пресс-формы обязательно должны быть холодными. Поэтому по мере нагревания резинок восковщик кладёт их в морозильную камеру для охлаждения. Готовые восковки вместе с нарядом сдаются на проверку в отдел качества. Прошедшие контроль качества восковки присоединяются к восковому стержню. В результате получается восковое дерево — заготовка для отливки в металле, по форме напоминающая ёлку. На восковых ёлках изделия сгруппированы по металлам: одна ёлка — изделия из серебра, вторая — из золота и т.д. Далее всю эту восковую конструкцию заливают гипсом, после чего отправляют в печь для создания литейной формы. При высокой температуре воск вытекает, а остатки его выгорают, образуя полую гипсовою форму внутри. Именно эту форму будут использовать для литья. Основная задача этого этапа — получить одну максимально вместительную по количеству изделий гипсовую форму для литья.

5. Литье
В зависимости от необходимого металла, литейщик на ювелирном производстве готовит сплав для заливки, смешивая чистый металл (в случае с нашими украшениями — это серебро) с лигатурой — смесью металлов (как правило это медь, никель, цинк, но могут быть и другие). Компоненты расплавляются вместе, тщательно перемешиваются для достижения равномерности содержания и выливаются в подготовленную заранее гипсовую форму. Смесь остывает, гипсовую форму раскалывают, остатки гипса размывают струёй воды и достают уже готовую ёлку в металле. Литые восковые ёлки разбираются на элементы, изделия отсоединяются и поступают на обработку. Оставшийся стержень с литниками (металлическими стержнями, к которым были прикреплены изделия) идёт на переплавку.

6. Галтовка и монтировка
Следующий шаг — галтовка. Суть этого метода обработки заключается в полировке изделий путём перемешивания в специальном барабане с абразивом, где находятся керамические частицы в виде иголок, шариков, пирамидок. После галтовки поверхность украшений становится более гладкой и плотной.

Основная часть изделий дорабатывается вручную. Монтировка, доработка и подгонка деталей — кропотливое занятие, требующее внимательности. От качества монтировки в ювелирном производстве зависит прочность будущего ювелирного украшения. После этого изделия вручную полируются до блеска.
7. Пробирование изделий
После галтовки и монтировки все ювелирные изделия отправляются в пробирную инспекцию. В пробирной инспекции изделия проходят анализ на соответствие пробы ГОСТу. Если заявленная проба подтверждается, на изделиях ставится специальное пробирное клеймо и именник производства. Согласно закону, проба в обязательном порядке ставится на все изделия из драгоценных металлов. Единственное исключение сделано для серебра: если вес серебряного изделия меньше трёх грамм, то проба ставится по желанию.

8. Гальваническое покрытие и родирование
В дальнейшем, те изделия, в дизайне которых предусмотрена позолота, покрываются тонким слоем золота (в наших серебряных изделиях мы используем цвет 750-ой пробы) с помощью электрического тока и гальванической ванны. Серебряные изделия без позолоты проходят родирование по той же технологии. Происходит это посредством электрохимической реакции, при которой на металле изделий, погружённых в ванну со специальным раствором, осаждаются частицы наносимого металла.
Родий — один из самых редких металлов платиновой группы. Благодаря высокой прочности, стойкости к температурному воздействию, а также к влиянию кислот и других агрессивных сред, родий используют в качестве защитного покрытия украшений из серебра и белого золота. Кроме того, родий гипоаллергенен и не вызывает раздражений и покраснений. Наши серебряные изделия проходят обязательный процесс гальванического родирования, которое защищает металл от естественного потемнения и царапин и придаёт красивый блеск. Стоит отметить, что гальваническое золочение и родирование никак не влияют на пробу изделия, именно поэтому этот этап следует за пробированием.

9. Закрепка камней
Финальный этап производства — это закрепка камней, которые предварительно отбираются для каждого ювелирного изделия. Существует два вида закрепки — использование клея или закрепка самим металлом. Независимо от выбранного вида, на данном этапе особенно важна аккуратность и точность выполнения работы: закрепщик должен установить камни в пазы, прикрепив их так, чтобы они не могли выпасть при ношении. Органическое происхождение янтаря, мягкость материала, а также наличие включений и пузырьков воздуха делают процесс работы с камнем крайне трудоемким. Закрепщик, работающий с янтарём, должен обладать исключительными знаниями о физических свойствах камня, чтобы избежать возникновения сколов и трещин.

Создание цельной и самодостаточной ювелирной коллекции — сложный и многоступенчатый процесс, в котором все стадии тесно связаны между собой. Особенно важным считается 3D-моделирование — именно от этого этапа напрямую зависит, насколько простой и быстрой будет непосредственная реализации заказа на производстве. В среднем подготовительные этапы производства занимают около месяца, и столько же непосредственная реализация заказа на мануфактуре.
Среди всех ювелирных изделий наиболее дорогостоящим считается производство серёжек. По сути, в розничную цену должна закладываться стоимость производства сразу двух изделий, поэтому расчет адекватной затратам рыночной стоимости — непростой вопрос. Одним из самых сложных также считается создание колец, и не только с точки зрения производства (на каждый размер нужна отдельная мастер-модель и, соответственно, отдельные резинки), но и из-за расчета дальнейшей реализации продукции — при заказе нужно обязательно учитывать спрос на тот или иной размер колец.
Стоит отметить, что описанный выше процесс относится только к созданию монолитных ювелирных изделий (колец, браслетов, кулонов, серёжек). Такие элементы украшения как цепочки, застёжки и другие виды фурнитуры закупаются на ювелирных производствах отдельно, как правило, у других компаний, которые специализируются на плетении цепочек и создании соединительных элементов к ним.
Конечно, описанная выше модель производства не единственная, однако именно она считается наиболее пригодной при промышленных масштабах.
Читайте также: