
Как спаять латунь с серебром
Опубликовано: 24.07.2024
Пайка латуни может потребоваться в быту или при ремонте техники, при выполнении ювелирных или сантехнических работ, требующих использования материалов из медных сплавов. Чем можно соединить этот метал, как сделать это оловом и другими латунными припоями — такие вопросы часто возникают у тех, кто предпочитает выполнять подобные задачи своими руками. Получить подробное представление о технологии и необходимых компонентах поможет пошаговая инструкция по пайке латуни при помощи паяльника или горелки.


Особенности
Соединение металлов без сварки, в том числе и пайка латуни, нормируется по ГОСТу 17325-79, где подробно изложены основные термины и важные аспекты проведения работ. Впрочем, помимо стандартов есть еще и практические моменты, которые приходится учитывать каждому мастеру. Основной особенностью этого металла является разнородность его составов. Они бывают двойными и многокомпонентными. Обычный состав сплава включает медь и цинк в качестве легирующего компонента. В многокомпонентной латуни дополнительно присутствуют добавки в виде марганца, олова, свинца, влияющие не только непосредственно на свойства металла, но и на специфику его пайки.
Определить, какой именно состав есть у конкретного вида сплава, можно по его маркировке. Например, литера «Л» обозначает двухкомпонентную латунь, цифра рядом с ней укажет на объемы меди в составе. При наличии дополнительных составляющих в маркировке появятся другие буквенные обозначения.
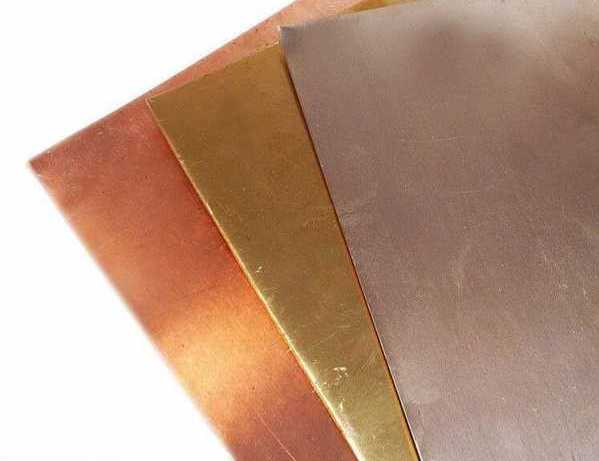
Кроме того, на пайку латуни влияют и другие показатели. Изделия из нее классифицируются как литейные — цельные, а также деформируемые, представленные в виде отрезков металлической ленты, проволоки или других элементов. Имеет значение и процентная доля цинка. Все подобные сплавы делятся на томпак с низким его содержанием и желтую латунь, второй вариант включает от 21 до 36% этого легирующего компонента. Мягкие и пластичные изделия из них довольно хорошо поддаются всем видам обработки, включая пайку, но при работе приходится соблюдать определенные правила.


Обзор способов
Существует множество доступных способов соединения металлов. В случае с латунью проблемы при выборе подходящего метода пайки связаны с испарением цинка при нагреве. При этом на поверхности металла образуется оксидная пленка, препятствующая нормальному протеканию процесса спаивания. Но работу все же можно выполнить одним из двух способов.
- Пайка паяльником. В этом случае используется мощный инструмент с показателями от 1000 Вт, способный обеспечить достаточно интенсивный прогрев детали и расходных материалов. Необходимая рабочая температура в +500 градусов по Цельсию позволит расплавить пленку оксида. При более слабом нагреве пайка возможна только в сплаве, содержащем медь в объеме более 80%.

- Соединение горелкой. При работе с латунными деталями, имеющими желтый цвет и высокую долю содержания цинка, примеси других металлов, рекомендуется применять компактную газовую горелку. Ручной инструмент со сменными баллонами позволит обеспечить локальный прогрев места пайки до 700 градусов. Для защиты рабочего места в этом случае используется пластина из негорючего материала — асбеста.



Каждый из этих способов позволяет получить спаянные между собой латунные детали в домашних условиях.

Чем паять?
Пайка латуни может осуществляться при помощи различных вспомогательных средств. Обязательными для этой процедуры являются флюсы, позволяющие устранить оксидную пленку с поверхности металла. Это может быть пастообразное или жидкое средство на основе буры (тетрабората натрия), хлорида цинка. Припоем называют состав, при помощи которого образуется неразъемное соединение. Он может быть с оловом, с медью, с серебром.


Флюсы
При работе с классической двухкомпонентной латунью чаще всего используются простые флюсы, представляющие собой соединение борной или соляной кислоты с хлоридом цинка. Многокомпонентные сплавы требуют использования более специфических составов. Это может быть специальный вариант флюса, предназначенный для латуни и других цветных и драгоценных металлов, — ПВ 209, ПВ 209Х.
Жидкие материалы для лужения готовят самостоятельно. Стандартный состав хлористо-цинкового типа содержит:
- 74% воды;
- 1% соляной кислоты;
- 25% хлористого цинка.

Такая смесь годится для работы с черными и цветными металлами. Флюс-пасту с аналогичными свойствами можно создать, смешав 16% канифоли и 4% цинка с 80% технического вазелина. Этот состав применяют при пайке особенно ответственных участков. Флюсы на основе хлористого цинка и борной кислоты подходят для однокомпонентной латуни Л63 и многокомпонентной ЛС59.


Припои
Существует несколько групп припоев, при помощи которых можно вести работы с латунными сплавами. Обычным оловянным ПОС можно пользоваться только в тех случаях, когда не предполагается серьезной нагрузки на соединение. Стоит учесть, что он может быть как в проволоке, прутках, так и в виде пасты, фольги, уже содержащим флюс.
Среди специализированных припоев, ориентированных на работу именно с латунью, выделяют твердые мультикомпонентные варианты. Например, L-CuP6, температура плавления которого составляет +730 градусов. Его применяют при ремонте труб и других жестко закрепленных элементов.

Кроме того, к популярным припоям для латуни относят и другие варианты.
- Медно-цинковые составы (ПМЦ). Здесь очень важно убедиться, что имеющееся оборудование способно обеспечить достаточную температуру плавления. У многих медно-цинковых припоев она превышает показатель в 880 градусов. Такими составами скрепляют медь и латунь.
- ПСР. Это припои на основе серебра, отличающиеся повышенной твердостью. Обычно объемная доля благородного металла достигает 40%. При пайке такими составами соединение получается прочным и твердым, надолго сохраняет свои свойства.
- МФ. Припои на медно-фосфорной основе отличаются универсальностью, подходят для разных типов сплавов. По своим прочностным характеристикам они уступают серебряным, но превосходят цинксодержащие аналоги.

Используемое оборудование
Обычный паяльник мало подходит для работы с латунью, поскольку не предполагает наличия терморегулятора. Оптимально, если вместо него мастер будет использовать более эффективное оборудование. Паяльная станция с регулировкой нагрева позволит поддерживать температуру на уровне 350 градусов, исключая перекаливание или слишком слабое термическое воздействие в зоне соединения. При работе с оловянно-свинцовыми припоями хватит обычного паяльника с мощностью до 100 Вт.
Газовая горелка — инструмент, позволяющий осуществлять высокотемпературный нагрев соединяемой области. Она незаменима в тех случаях, когда доступ к электрической энергии полностью отсутствует.
Кроме того, горелкой удобно прогревать детали при пайке, не затрагивая напрямую сам припой. Среди компактных моделей для домашнего применения можно порекомендовать модели Yarboly со специальной насадкой, Iris Barselona с пьезоподжигом. Также популярны различные горелки-насадки с соплом на газовый баллон.



Пошаговая инструкция
Латунь с нержавейкой и другими металлами можно спаять своими руками даже в домашних условиях. Достаточно иметь оборудованное рабочее место, защищенное от термического воздействия, с ровной плоской столешницей или верстаком. Низкотемпературный прогрев паяльником не подойдет, но если в распоряжении мастера есть достаточно мощное оборудование, все получится. Порядок действий в этом случае важно соблюдать.
- Зачистить детали, подлежащие соединению при помощи механических абразивов.
- Уложить их на ровную поверхность, защищенную огнеупорным экраном. Сделать подставку можно из листа асбеста.
- Обработать латунь флюсом, нанося его кисточкой или в виде пасты. Важно тщательно обработать все поверхности, подлежащие соединению, чтобы избавить их от пленки оксидов.
- Измельченный припой насыпать в зону пайки.
- Прогреть паяльник, приложить его к области проведения работ. Дождаться, пока нагрев станет достаточным для расплавления припоя. Дать ему растечься, затем остудить детали.

При использовании твердого припоя для соединения латуни паяльником нужно соблюдать определенные правила. Здесь лучше взять ортофосфорную кислоту в качестве флюса, а работы производить с низкотемпературным воздействием, хорошо прогретым жалом. Сама латунь тоже может выступать в качестве припоя — при бытовом ремонте изделий из нержавеющей стали.

Инструкция по пайке газовой горелкой
Технология пайки изделий из латуни газовой горелкой мало отличается от работы паяльником. Сначала детали нужно правильно подготовить, избавить от загрязнений, обезжирить, обработать флюсом для удаления оксидной пленки. Затем положить их на огнестойкую защитную пластину. Далее последовательность действий будет следующей:
- состыковать детали, подвергающиеся пайке;
- измельчить припой до состояния крошки или стружки;
- насыпать его на область стыка;
- пламя горелки отрегулировать так, чтобы с ним было комфортно и безопасно работать;
- незначительно прогреть участок спаиваемой поверхности до расплавления припоя;
- увеличить интенсивность нагрева и добиться, чтобы латунь приобрела красный цвет (важно помнить, что на этом этапе температура металла может достигать 700 градусов, необходимо соблюдать все меры техники безопасности);
- остудить детали, удалить наплывы металла и остатки флюса.

Это основные рекомендации, которых необходимо придерживаться при пайке латуни паяльником и газовой горелкой. Следуя простой пошаговой инструкции, даже не слишком опытный мастер легко справится с работой.

В следующем видео рассказывается о пайке латуни.
Купила ювелирный, латунный припой в прутках и попробовала паять. Схема пайки была та же, что и с медным. Заготовка, флюс сам припой ну и пламя соответственно (газовая горелка). В общем мне удалось даже заготовку до дыр прожечь а припою хоть бы хны. Даже не начал плавиться.
Что-то не так с припоем или я о нем чего-то не знаю?
Заранее спасибо за комментарии. Вера.

А если просто всё серебряным спаять, Вера?
Так все всё усложняют. " />

Думала об этом как о запасном варианте.

Таниа,да я бы вам десяток плюсиков поставила!
серебром лучше всего паять латунь, ответственно заявляю. там с латунью все равно в цвет не попадем и с вопросами текучести и температуры сильно замучаемся.
я очень много морочилась на эту тему и лучше меня никто не скажет, никакие ювелиры не помогут. я их сто раз спрашивала -они не умеют паять такими припоями, им это не надо. и морочиться с этим они не будут. там скорее тутошние девочки научат ювелиров пять недрагприпоями


Извините, влезу. С пайкой дружу давно, вместо латунного припоя для пайки меди использую обычную латунную проволочку 0,6 мм. Прогреваю хорошенько, посыпаю, как солью, кристаллической бурой, и касаюсь места пайки разогретой латунной проволочкой. Растекается хуже, чем ПМФ, но терпимо. Кстати, если постараться погреть до состояния почти мягкого, место пайки незаметно и совсем не хрупкое. Пример прилагается. Ради эксперимента плющила молотком уже спаяную детальку из двухмиллиметровой проволоки.
в принципе да, медь можно запаять латунью и латунь в качестве припоя не такая хрупкая , как ПМф, спокойно можно гнуть, ковать.
Я конечно так прицельно не паяла, но было дело -просто спалила латунную деталь на медной, заодно и посмотрела, что там к чему.

Латунь лучше паять серебряным припоем. Спецприпои для латуни обычно используют, когда паяют крупные вещи (например, статуэтки, кубки какие-нибудь, то есть крупную сувенирку).

Я первый раз паяла латунным припоем.Спалила одну часть проволочки,тем же припоем её восстановила (почти незаметно " />
).Непросто было общаться с латунным припоем после пайки меди меднофосфорным припоем в шприце.Значит нет ничего невозможного,не идеально,но получилось.Хорошо несколько дней назад не родилась тема,точно бы отложила пробы.Возможно дело в припое,у меня в форме проволоки,можно клацать более маленькие кусочки.
я даже не вижу, где вы спалились. ну так, есть подозрение на одно место. если им ещё хуже, чем МПФ -ну не знаю, мне казалось, хуже ПМф некуда в плане текучести..
Анна,да видно эту загибулинку слева на фото.На моих фотографиях все чудесности отражаются.)Подскажите,по моему опыту медь и нейзильбер более устойчивые к температуре плавления,чем латунь (на пред.моём фото латунь)?Спасибо,что ответили!
конечно, более устойчивы медь и нейзильбер. там и меди плавление типа 1080, и нейзильбера типа 1060,точно не помню, но примерно так, гуглить лень. там с латунью другие проблемы накрывают -там много низкоплавкого цинка, а его надо серьёзно предохранять при пайке, тут часто бывает -шарики на меди делаем, а на латуни серая фигня получается, хоть латунь там гораздо ниже меди по плавлению, ниже 1000, а шарики делать тяжелее. это от того, что латунь содержит много цинка, который плохо себя ведёт при нагреве, там надо хороший флюс и хорошую горелку
девочки, ну я не знаю.. мне кажется, лучше уже сходить разок на ювелирное занятие( кто в Москве -да хоть в артефакториум, они есть на ЯМ) и сварить нормальный предсказуемый припой -про такой припой вам любой ювелир расскажет, а про всякие извраты они не знают.
как самим безболезненно сварить серебряный припой -тут есть на ЯМ , и я писала, и не я писала. если горелка типа насадки на баллон -получится
О,спасибо,буду знать про тем-ры плавления!На занятия мне проблематично попасть,пошла искать сведения про варку серебрянного припоя.Не уверена,что возмусь за это дело,но для сведения будет полезно.)Буду пробовать пока пайку латуни с серебрянным припоем,что есть.Посмотрю легче ли латунь ладит с ним,чем с латунным.
я пробовала паять латунным припоем латунь, т.к. хотела, чтоб совсем не видно было шов. Припой был самодельный, варили его по справочнику.
Припой получался практически на уровне плавления латуни, паять с бурой было тяжело, умные люди порекомендовали взять флюс пожестче-взяла 209, но особой разницы не почувствовала.
У меня поначалу была идея паять латунь латунным желтым припоем, я много на эту тему морочилась, в результате плюнула и паяю латунь ПСром низкопробным. ПСр37, ПСр40 . Не так уж сильно видно шов.
Если хотите, попробуем совместно разобраться, напишите, что у вас за припой, для чего он рекомендован. очень желательна его температура плавления. И что за латунь, тоже температура плавления. Но латунь обычно более-менее стандартная. И что за флюс напишите, это важно.
Я тоже постараюсь найти те свои записи про латунный припой, морочилась долго, специально всё записывала что делала.
Что в предыдущем комменте нейзильбер(так понимаю по цвету изделия) спалили при пайке латунным припоем -это очень странно, по температуре там вроде всё должно получиться, разница больше 150 градусов-всё должно получиться.. точно не помню там про температуры, если будем обсуждать -постараюсь найти.
Нюра, спасибо огромнейшее за предложение помощи, но думаю это мне не по зубам. Все же у меня основной профиль работ другой. Там не все гладко, а уж в ювелирку погружаться с головой не решив своих заморочек было бы необдуманным решением)))
Но ваша отзывчивость и готовность помочь конечно потрясают до глубины души. Еще раз спасибо большое.

Я паяю буржуйским в шприце, сразу с флюсом, цвет жёлтый, мне всё нравится, покупала в Rio-Grande " />
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?

Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов

Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
- деформируемые, из них производят болты, гайки, детали автомобилей, латунные ленты, листы, проволоку, патрубки, трубы;
- литейные (арматура, втулки, детали приборов, подшипники, штуцера гидросистемы автомобилей).
По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.

Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
- Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
- Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
- Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.

Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
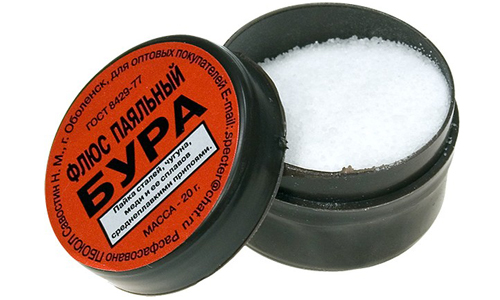
- Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников. Причина популярности — его качественная работа.
- Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника

Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки
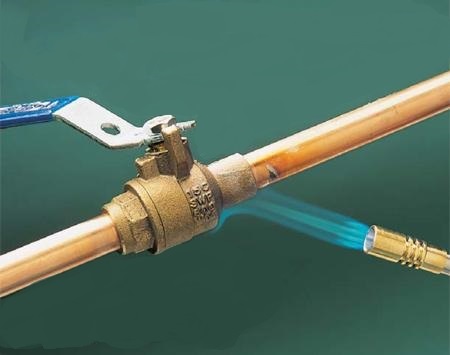
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.

Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
Просил человек рассказать #comment_161729228 , ну что же - попытка не пытка.
Это мой первый пост - все фото мои, так что пусть будет моё.
Я вроде как работаю на производстве, 5 лет назад случайно зашёл на пост газопламенной пайки(чёрт бы его побрал) и вот уже 5 лет с меня трясут спаянные детали почти каждый день.
Фото не все получились идеальными - почему то фокус постоянно съезжал в сторону за что извините. Все видео снимались другим человеком, по этому не все они идеальные получились.
Вообще у меня работе присутствуют 4 вида серебросодержащих припоев:

Слева на право: ПСР 1.5, ПСР 40, ПСР 45, ПСР 70.
Собственно самый первый ПСР 1,5 - это легкоплавкий припой, который я использую для подпайки мелких дефектов швов. Всё остальное - это тугоплавкие припои примерные характеристики которых вы сможете найти в интЫрнетах.
Изначально спаиваемые поверхности зачищаются от окислов всякими абразивными штуками вроде шкурки или стальной щётки и следом обезжириваются. У меня на работе их отдают в гальванический цех где их травят в щелочи, следом промывают водой, сушат и возвращают обратно ко мне, для последующей сборки и пайки. Так как мне не разрешили снимать детали для интернета, я поскрёб по сусекам и буду насильно показывать вам то что нашёл.
Для начала развожу флюс, используемый для пайки серебряными припоями.
При смешивании с водой флюс имеет свойство бурно закипать, по этому приходится только мешать и стараться не пихать свои кривые ручки к чашке)
Следом намазываем что нашлось флюсом
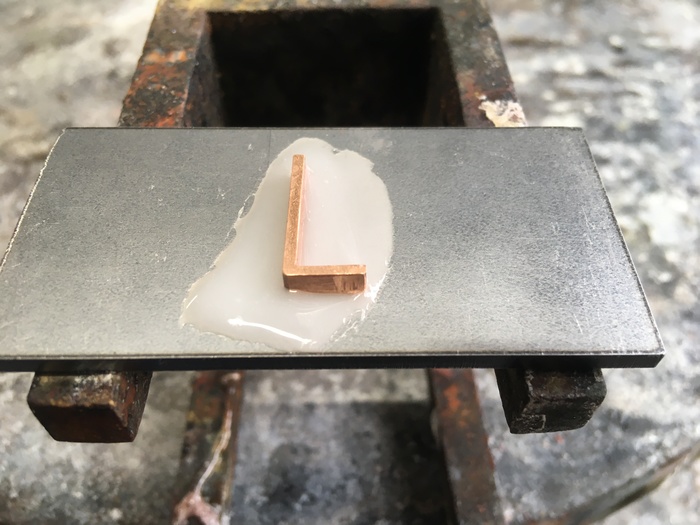
Тут у меня нашлись несколько пластин Сталь 3 и махонький ошмёток Л96, паять первоначально их буду ПСР 40
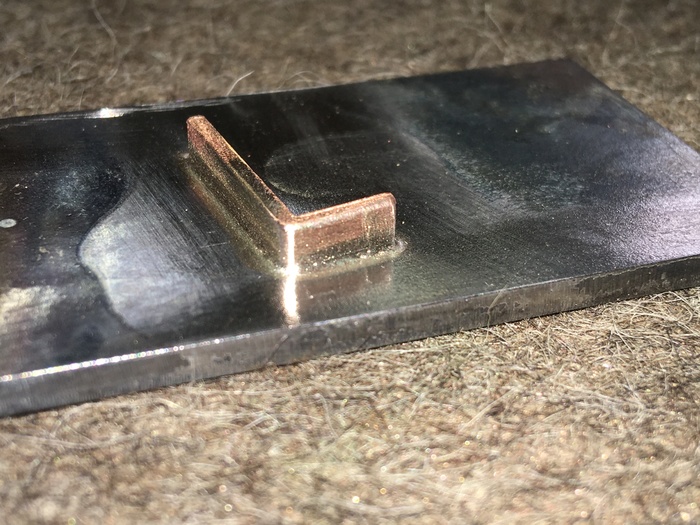
Флюс смывается горячей водой + стальная щётка, результат:

На этом видео те же самые материалы, только припой ПСР 70
Вот так выгорает флюс от температуры 750+ градусов.

Далее опытный образец Сталь 3 + пластинки ЛС59, припой ПСР 40
Далее смываю флюс водой, зачищаю щёткой

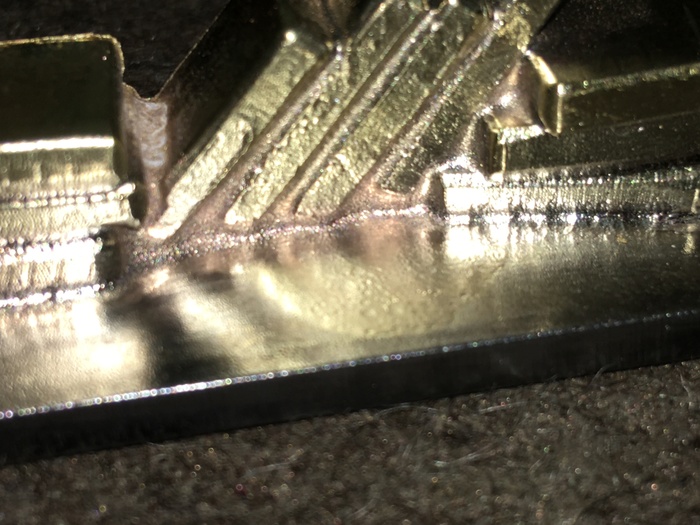
Распиливаю что получилось ножовкой
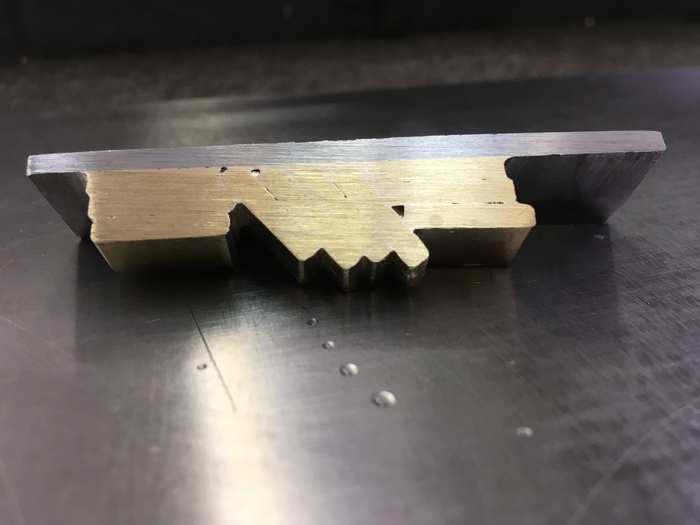

Из-за того что мне было лень зачистить латунь от оксидной плёнки, появились непропаи и мелкие поры. Плюсом пластинки были просто поставлены под углом из-за чего возникли зазоры в 2-3 миллиметра.
Это не рабочая деталь так что пусть будет так.
С русским языком я поругался, так что морально готов оказаться под горой тапочек.
Бонусом видео плавления кусочка ЛС59
Найдены возможные дубликаты
Интересует вопрос по горелке- какие газы при пайке используете?
Про ошибки не думай.
Молодец что рассказал.
Легче, чем научиться правильно писать тся/ться
И точку в конце предложения ставить.
PS Вам лишь бы доебатся до человека.
акей ни буду зря я даябиваюс да чилавэка вить чатать витранете висем аяееьудобно итак буду сответвоствать
Зачем паять медь с латунью серебром?
Понял. По технологии их обязаны паять серебряным припоем.
Сейчас многие паяют офлюсованным припоем П-14
Вот бы еше про пайку латунью кто рассказал.
Серебром наверно дорого. А латуни у меня овердохуа)
Бура, прогрев и всё ок! :) Ну если сталюшки паять
мне понравилось . молодец .
А серебросодержащими припоями типа Зана, для медных труб, пробовал?
Аналог нашего ПОСР
Вот тут еще есть и твердые с серебром.
Микропайка тебя возненавидит за кощунство. Общество поблагодарит за наглядность.
Серебряная пайка


Изготовление кулона с Белым Древом Гондора
Недавно знакомый попросил изготовить для своей девушки, большой поклонницы Толкина, тематическое украшение. Я предложил кулон с Белым Древом. Он согласился, и я в течение нескольких дней, вечерами работал.
Расплавил металл и отлил слиток

Раскатал на вальцах (периодически отжигая, чтобы снизить напряжение в металле и сделать его более мягким) в тонкую пластину



Приклеил на металл изображение дерева и рамки щита, затем выпилил с помощью лобзика и тонкой пилки по металлу (ни одна пилка в процессе работы не пострадала). Металлическая стружка сыпется в поддон, откуда потом аккуратно собирается и переплавляется.


Припаял рамку, дерево и колечко для цепочки на остатки полосы металла



Убрал грязь, окислы и остатки флюса, прокипятив кулон в лимонной кислоте. Затем зачернил с помощью раствора воды, серы и карбоната калия (поташ). Как обычно, зачернилось неравномерно -__-

Убрал ненужное чернение с поверхности, отшлифовал и слегка (попросили так) отполировал с помощью бормашины.

Кто-то обязательно скажет, что легче и разумнее было бы вырезать из воска, а затем отлить в металле. Отчасти согласшусь, такой метод подойдет, если таких штук нужно сделать много за короткое время. Но ради одного кулона возиться с формомассой, воском и т.д. как-то не круто, если легче и быстрее сделать все вручную. К тому же, может тупо не отлиться, а тут контролируется каждая операция.
Надеюсь, кому-нибудь был интересен этот пост. Всем мир!
Изготовление кольца ручным способом. Длиннопост.
Здравствуйте. В нескольких предыдущих постах обещал запилить пост о ручном изготовлении всяких штук из металла. Я таки купил нормальную камеру и во время выполнения последней работы делал фото процесса.
Я учусь в университете (не на ювелирную специальность) и параллельно учусь и подрабатываю в ювелирной мастерской. В основном, занимаюсь мелким ремонтом серебра, литьём в одноразовые опоки и иногда пилю всякую мелочь для знакомых. Данный пост будет о ручном изготовлении пустотелой печатки (заранее извиняюсь за качество фотографий)
Первый делом нужно нарисовать эскиз, чтобы хоть примерно представлять, как будет выглядеть изделие. Ну, или начертить в любой чертёжной программе, как это делаю я. Распечатываем чертеж, он потом пригодится.

Плавим металл, в процессе посыпаем бурой (та белая штука в банке из-под икры) - она уменьшает температуру плавления, не дает металлу окисляться и т.д. Лучше это делать в полузакрытом тигле, но по неким причинам у меня остался только обычный (это ужасная история и я не хочу ее вспоминать). После отливаем в изложницу. У меня самая бюджетная - невысокая, на пластину и 4 прутка разной ширины, куплена вроде бы за 1200 р.




Получившийся слиток лучше простучать молотком или прокипятить в лимонной кислоте, чтобы избавиться от кристаллизовавшейся буры. Затем прокатываем до нужного диаметра на вальцах. Это тоже одни из бюджетных вальцов, пока никаких нареканий к ним нет, работают уже почти полгода.

Во время прокатки металл становится напряженным (нагартовывается) и может треснуть. Чтобы этого избежать, нужно периодически его отжигать. Обычно это делается, когда заготовка увеличивается в полтора-два раза. Перед отжигом металл лучше окунать во флюс. Можно использовать купленный в магазине или сделать самому, используя буру, борную кислоту и воду. Для серебра и медных сплавов - бура и борная кислота в соотношении два к одному.

Если нет возможности прокатать металл, можно пойти в любую ювелирную мастерскую, попросить мастера это сделать или сделать самому, если мастер разрешит (первые несколько раз я так и делал, пока не нашел человека, которому нужен помощник в мастерскую. Потом я делал это в ней, пока не приобрел собственные вальцы). Если и такой возможности нет - готовый прокат можно купить на той же Ярмарке мастеров.
Наклеиваем на лист металла распечатанную часть серебра с основой кольца (или чертим чем-нибудь острым). Выпиливаем или вырезаем, потом сгибаем.

Припаиваем верхнюю и нижнюю части. Важно, чтобы они были из толстого металла, иначе будет не очень удобно носить кольцо. Паять удобно, используя проволочный припой и приспособление для его подачи (такая штука стоит примерно 500 рублей в любом магазине ювелирных инструментов. В крайнем случае, можно сделать самому из ручки или шприца).


Выпиливаем полуокружности вверху и внизу. Сгибаем концы шинки, плотно стыкуем их (для более плотного стыка концы лучше обработать напильником) и запаиваем. Затем выравниваем на ригеле, трубке или пруте нужного диаметра (Я знаю, что на кольцемере этого лучше не делать, но ничего более подходящего я не нашел).


Начинаем выпиливать рамку и рисунок. Рамку - из толстого металла. Выступающую часть рисунка - из более тонкого, затем припаиваем на такой же тонкий кусок. Рисунок получается двухслойным и равным рамке по толщине. Припаиваем это все на площадку кольца. Тут я налажал, получилось кривовато.




Отбеливаем кипячением в лимонной кислоте, обрабатываем напильником и грубо шлифуем. Затем черним. Во время этого процесса происходит химическая реакция и изделие приобретает черный цвет (не хочу вдаваться в подробности). Я использовал раствор серы и карбоната калия (поташ) в соотношении 2/1 (Можно воспользоваться так же серной мазью или специальным раствором для чернения, который можно приобрести в магазинах для ювелиров).

Не очень удачная попытка, пришлось немного очистить поверхность и делать все заново. Вторая была удачной. Потом был долгий процесс шлифовки наждачкой, резинками, полировка несколькими видами паст. Это долгий и грязный процесс, описания которого хватит для отдельного длиннопоста. Скажу только, что бормашина с гибким валом очень облегчит это занятие.
Пара фото готового изделия


Я знаю, что это один из самых примитивных способов изготовления украшений, он не годится для массового производства, имеет много недостатков и уступает литью по многим параметрам. Но для изготовления простых вещей в небольших количествах, при ограниченности в инструментах и т.д, в качестве обучения и для совершенствования многих навыков типа пайки - годится, да, несомненно.
Надеюсь, хоть кому-то из моих 30 (О_о) подписчиков и мимопроходящих людей будет интересен этот пост. Всем мир :)
Латунь является одним из самых популярных сплавов во многих отраслях от судо- и машиностроения до создания изделий выступающих в качестве элементов декора. В данной статье мы разберемся в вопросе: Как паять латунью в домашних условиях.
СОДЕРЖАНИЕ СТАТЬИ
- Свойства латуни
- Что нужно учитывать при спайке латуни в домашних условиях
- Выбор материалов для пайки латуни в домашних условиях
- Этапы процесса спаивания латунью дома
- Методы прогрева латуни
- Техника безопасности при спайке латуни в домашних условиях
- Как паять латунью в домашних условиях: видео
СВОЙСТВА ЛАТУНИ
К основным свойствам латуни относят:
- Хорошую устойчивость к заржавливанию и коррозийному повреждению;
- Высокие антифрикционные показатели;
- Лояльность к металлам, позволяющая достаточно легко сваривать латунь практически с любыми металлами. Наиболее это свойство выражено у красной латуни томпака;
- Легкость в обработке;
- Способность сохранять пластичность, не теряя прочности при понижении температуры;
- Хорошие показатели эстетичности.
По своей сути латунь является сплавом меди и цинка. Процентное содержание цинка имеет достаточно широкие границы, варьирующие от 5 до 45%. Цинк является компонентом не только улучшающим качества, но и значительно снижающим стоимость.
Прежде чем подробнее разобрать как запаять латунь в домашних условиях, целесообразным будет рассмотрение некоторых нюансов, связанных с дальнейшим процессом.
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СПАЙКЕ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
При спайке латуни в домашних условиях необходимо учитывать:
- При спайке необходимо учитывать неоднородную структуру сплава. Наличие примесей разных компонентов, обязывает к наиболее тщательному подбору вспомогательных средств и приспособлений;
- Какой тип латуни предстоит обрабатывать: литейный, представляющий собой цельнолитой объект, или деформируемый, чаще всего встречающийся в виде проволоки, или отрезка ленты;
- Каково процентное содержание цинковой составляющей в данном сплаве;
- На поверхности изделий из латуни присутствует окисная пленка, требующая верного выбора флюса, который должен содержать более активные компоненты и быть способен к растворению покрытия. В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк;
- Под воздействием высоких температурных режимов, сплав латуни начинает активно выделять цинк, что приводит к пористости шва.
ВЫБОР МАТЕРИАЛОВ ДЛЯ ПАЙКИ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Основной функцией флюса в процессе пайки латуни в домашних условиях является ликвидация покровной пленки с поверхности изделия и недопущение ее появления в перспективе. Выбор флюса зависит от того, с какой именно латунью предстоит работать: двух-или многокомпонентной. В первом случае подойдет сочетание соляной, или борной кислоты с хлористым цинком. Для спайки многокомпонентных латуней состав подбирается более сложный. Так, например, для работы со сплавами, содержащими в составе свинец и кремний, целесообразно использовать смесь бора, фтора и калия. Наиболее рекомендуемыми марками флюсов принято считать: ПВ-209(работа при температуре от 700 до 900 градусов), ПВ-209-х(работа от 650 до 800 градусов) и готовый производственный состав "Бура".
Помимо уже готовых производственных флюсов, можно использовать составы домашнего приготовления:
- Жидкие смеси. Классический вариант такого состава включает в себя:74% воды, 1% соляной кислоты и 25% хлорида цинка. Альтернативный вариант состоит из: 20гр. порошковой буры, 20гр. порошка борной кислоты и 200 мл воды. Все порошковые составляющие перед добавлением воды тщательно перемешиваются. Непосредственно перед использованием смесь подвергается кипячению и остужается;
- Пастообразные смеси. Наиболее распространенный состав пасты включает в себя: 16% канифоли и 4% цинка, смешанных с 80% вазелина для технических целей.
Применение флюсов домашнего приготовления в большинстве своем оправданно в случаях, если спайку произвести необходимо в кратчайшие сроки, а возможности приобрести профессиональное средство на данный момент нет.
Припой
Суть работы припойных материалов заключается в проникновении припоя, температура плавления которого ниже, чем у спаиваемых материалов, внутрь контактных поверхностей и соединение их после застывания. Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Учитывая нюансы и некоторую прихотливость сплавов латуни, разработано достаточно большое количество профессиональных припоев для работы именно с латунью.
Наиболее популярные припои при пайке латуни дома:
- Медно-цинковые. Наиболее подходит для сплавов с высоким содержанием меди. При работе с таким припоем необходимо учитывать, что рабочая температура достаточно высока и может составлять 825(ПМЦ-36), 880(ПМЦ 48 и ПМЦ54) и более градусов;
- Серебряные. Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;
- Медно-фосфорные. Наиболее распространены марки МФ1, МФ2, МФ3. Медно-фосфорные припои так же считаются универсальными, обладают хорошей пластичностью и электропроводимостью, но уступают серебрянным в прочности. Их преимуществом является достаточно низкая стоимость;
- Медные сплавы. Их использование наиболее оправдано, когда требуется создать шов высокого уровня прочности. Самой распространенной маркой считается LCUp-6-универсал.
ЭТАПЫ ПРОЦЕССА СПАИВАНИЯ ЛАТУНЬЮ
- Место спаивания тщательно очищается от загрязнений и обрабатывается флюсом.
- На подготовленное место проведения работы выкладывается припоечная стружка.
- Под строгим контролем уровня прогрева, не допускающим деформации деталей, производится собственно нагревание.
- Завершение работы. В этот момент расплавленный припой скрепляется шов и начинает затвердевать.
МЕТОДЫ ПРОГРЕВА ЛАТУНИ
Газовая горелка
Данное приспособление удобно прежде всего тем, что не требует наличия электроэнергии и способно обеспечивать нагрев без прямого контакта с припоем.
Этапы процесса работы с горелкой:
- Металлы подлежащие спайке очищаются от загрязнений, обрабатываются флюсовым составом и разогреваются на асбестовой пластине;
- Спаиваемые объекты плотно совмещаются краями;
- Место будущего шва повторно обрабатывается флюсом, равномерно наносимым кистью послойно;
- Припой в виде стружки ровным слоем наносится на место соединения;
- Пламя горелки регулируется до необходимой мощности. В начале работ, пламя устанавливается малоинтенсивным для начального легкого прогрева, необходимого, чтобы припой схватился с поверхностью;
- Интенсивность пламени увеличивается и происходит основной нагрев при температуре от 700 до 750 градусов, в результате которого латунь приобретает красный цвет;
- После полного расплавления припоя, горелка выключается и изделие остужается;
- Оценка полученного шва считается положительной, если шов не имеет ярко выраженных отличий от основной поверхности;
- Очистка изделия от остатков флюса.
Паяльник
Для проведения работ необходимо наличие паяльника мощность которого составляет не менее 1000ВТ. Средняя температура необходимая в этом случае составляет 500 градусов. Все остальные этапы спаивания аналогичны работам с газовой горелкой. Единственным нюансом, может являться необходимость использования твердого припоя при спаивании меди и латуни. В этом случае лучше использовать спайку при низких температурах, при помощи паяльника с мощностью не превышающей 100ВТ и ортофосфорной кислоты. В качестве припоя лучшие результаты показывает оловянно-свинцовый вариант с маркировкой ПОс-60.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ
При учете того, что работать приходится с высокими температурами и, зачастую, на весьма ограниченном пространстве, необходимо строго соблюдать технику безопасности. Для этого все свариваемые составляющие должны быть надежно зафиксированы, а руки и лицо мастера защищены средствами индивидуальной защиты. В качестве защитных приспособлений используются очки и перчатки. Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Отвечая на вопрос: "как паять латунью в домашних условиях", можно ответить, что сам же процесс спайки латуни не составит сложностей, в случае, если будут неукоснительно соблюдены все необходимые условия и учтены все нюансы работы с латунью. Причем особенное внимание уделяется многокомпонентным сплавам и сплавам с высоким содержанием цинка, создающего на поверхности металла пленку, способную значительно усложнить весь ход работы.
КАК ПАЯТЬ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ: ВИДЕО
Читайте также: