
Как выбрать вальцы ювелирные
Опубликовано: 23.04.2024
Ювелирные вальцы по принципу своего действия и внешнему виду очень напоминают отжимные устройства старых стиральных машин. Такие устройства, которые устанавливались на стиральные машины в прошлом веке, просто обжимали постиранное белье между двух прорезиненных валов, отжимая из него воду.
В ювелирном производстве вальцы используют для прокатки и вальцевания листового металла, а также проволоки и прутков
Особенности конструкции
Вальцы ювелирные, в отличие от прорезиненных валов старых стиральных машин, изготавливаются из металла, но работают по такому же принципу. Функционировать такие устройства, расстояние между валами которых можно регулировать, могут как от ручного, так и от электрического привода. Есть также комбинированные модели, в конструкции которых реализованы оба варианта.
Вальцы, используемые в ювелирном производстве, предназначены для сжатия и сгибания изделий, изготовленных из металла. Устанавливая расстояние между рабочими органами таких вальцов меньше, чем толщина или другой размер поперечного сечения обрабатываемого изделия, можно изменять не только его изначальную толщину, но также ширину и длину.
Устройство вальцов ручного типа
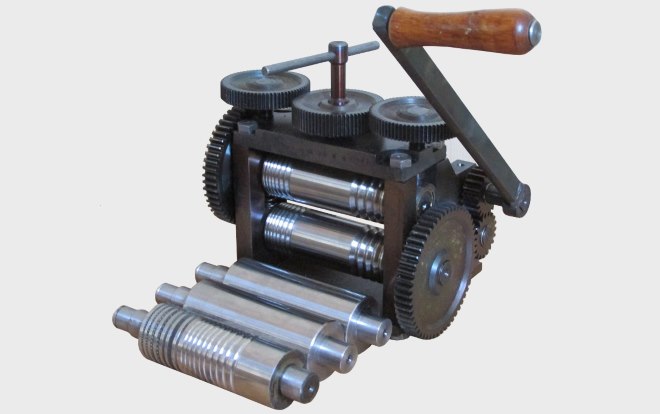
В отличие от выжимных устройств старых стиральных машинок, вальцы ювелирные могут иметь в своей конструкции не только 2, но также 3, 4 и даже 5 обжимных валов. Использование большого количества валов позволяет не только выполнять эффективную прокатку металлических изделий, но и сгибать их под разными углами. Из-за своей универсальности среди мастеров ювелирного дела большей популярностью пользуются трех- и четырехвалковые вальцы, которые при желании можно изготовить своими руками.
На поверхности рабочих элементов вальцов, произведенных в заводских условиях, могут присутствовать ручьи – специальные отверстия, через которые прогоняется прутковый материал.
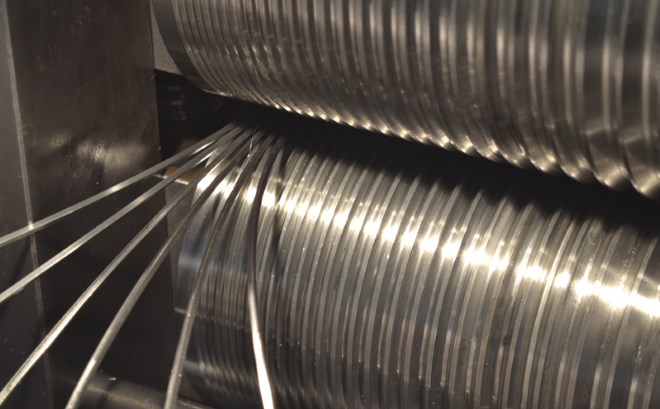
Мощные станки позволяют задействовать для прокатки несколько ручьев одновременно
Выполнить такие желобки на поверхности обжимных валов, изготавливаемых своими руками, проблематично. Для этого необходимо иметь в своем распоряжении достаточно сложное металлорежущее оборудование или обратиться к специалистам по металлообработке. Именно поэтому многие мастера ювелирного дела отказываются от использования самодельных вальцов, отдавая предпочтение более эффективному и функциональному заводскому оборудованию.
Стоимость
Стоимость заводских моделей ювелирных вальцов, которые могут быть оснащены как ручным, так и электрическим приводом, зависит от их функциональных возможностей и находится в довольно широком диапазоне. Наиболее бюджетные модели, которые по своей функциональности напоминают самодельные устройства, стоят около 6 тыс. рублей. Как правило, такие модели – это миниатюрные устройства настольного типа без дополнительных функций, позволяющие обрабатывать изделия ограниченной ширины и определенной конфигурации. Естественно, что на рабочих поверхностях таких устройств (имеющих, как правило, ручные приводы) нет желобков, которые называют ручьями.

Профессиональные вальцы электрические с чугунным редуктором обойдутся примерно в 200 тыс. рублей
Вальцы для ювелирного производства, находящиеся в среднем ценовом диапазоне, стоят 20–30 тыс. рублей. Именно такие устройства пользуются наибольшей популярностью. Благодаря большему количеству рабочих валов такие модели, по сравнению с самыми бюджетными и изготовленными своими руками, отличаются большей длиной рабочей поверхности, за счет которой и обеспечивается воздействие на обрабатываемое изделие. Если у вальцов, сделанных своими руками и относящихся к бюджетной категории, длина такой поверхности составляет порядка 30 см, то у более функциональных моделей данный параметр доходит до 1 метра.
Стоимость самых дорогих и по-настоящему функциональных устройств вальцового типа, используемых в ювелирном деле, может доходить до 1 млн рублей, а в среднем она находится в интервале 100–300 тыс. руб. Альтернативой их приобретения, которая также сопряжена с достаточно большими расходами, являются услуги специализированных компаний, имеющих в своем распоряжении подобное оборудование.
Виды и сферы применения
Эти модели не предполагают подключения к электрической сети. Такие вальцы, хотя и очень компактны, требуют приложения значительных физических усилий для своего использования, так как являются ручными. Применение ручных устройств сопряжено со значительными трудозатратами, помимо этого функциональность таких приспособлений находится на достаточно низком уровне.

Ручные вальцы RM-03 прокатывают металл шириной до 60 мм
Электрический привод обеспечивает протягивание металлических изделий через систему вальцов. По сравнению с ручными моделями, такие устройства обладают большей функциональностью и значительно сокращают время выполнения работ. Вал электродвигателя при помощи цепной передачи приводит во вращение рабочие органы, а в отдельных моделях за счет электрического привода обеспечивается и подача изделий в зону обработки. Между тем эти вальцы по своей конструкции практически ничем не отличаются от ручных моделей.

Модель вальцов В-9М представляет собой оснащенную электроприводом модификацию легендарного ручного станка В-9
За счет высокой мощности гидравлического привода такое оборудование успешно используется для обработки изделий сложной конфигурации, которые изготовлены из элементов, отличающихся значительной величиной параметров поперечного сечения. Использование ювелирных вальцов данного типа позволяет получать элементы со сложной конфигурацией даже за один проход через систему валков. Для приведения в действие таких устройств и придания им требуемой мощности используется энергия сжатой жидкости – воды или технического масла. Недостатками ювелирного оборудования, оснащенного приводами гидравлического типа, являются значительные габариты и масса.
С приводом комбинированного типа
Для таких вальцов характерна широкая универсальность. Следует иметь в виду, что оборудование данного типа отличается более высокой ценой, что следует обязательно учитывать при его выборе.
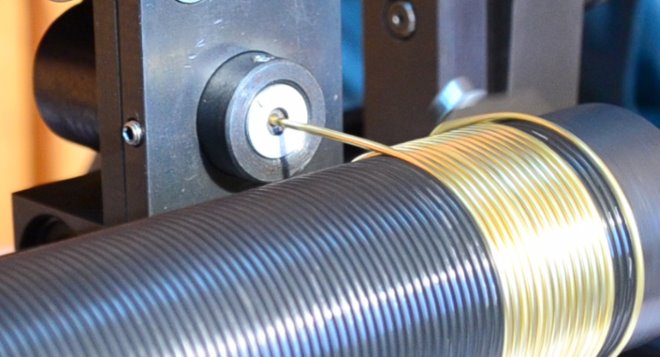
Мощные прокатные станы оснащаются дополнительными опциями, например, устройством протяжки проволоки или системой охлаждения валов
На различные категории вальцы делятся и по своему назначению. Так, модели для изготовления ювелирных изделий используются преимущественно для обработки мягких металлов, возможность пластической деформации которых не требует предварительного нагревания. Металлами, поддающимися холодной прокатке, в частности, являются медь, серебро, латунь и золото. Между тем использовать такое оборудование можно для деформирования изделий и из других металлов, но для этого заготовку придется предварительно нагреть, что часто и делают мастера ювелирного дела.
Если вы занимаетесь изготовлением ювелирных изделий и других украшений на дому и объемы вашего производства пока небольшие, можно использовать и самодельное оборудование, чертежи которого несложно найти в интернете. Однако, когда объемы вашего производства выйдут на приличный уровень, а степень сложности изделий, которые вы изготавливаете, будет достаточно высокой, лучше приобрести серийное оборудование, отличающееся высокой мощностью и широкими функциональными возможностями.
Делаем ювелирные вальцы своими руками
Общий вид вальцов, сделанных собственными руками
нужны ювелирные вальцы для пластин и проволоки
Выбор новых в интернет магазинах большой. Но там не всегда пишут производителя (встречаются и китай и индия), и хотелось бы что то качественное, но при этом не очень дорогое.
Какие вальцы посоветуете?
может быть у кого то есть ненужные в хорошем состоянии?

о. вы разбежались. ненужные -щасс.. все ненужные подчищают нужные люди. вы даже не надейтесь взять б/у
не берите буржуев -там однозначно будет растаможка
тыщ35 готовьте на разумные валы.можно ювелину питерскую посмотреть -там тыщ 20. ну и плюс пересылка, балда весит 20-30кг
юмо тоже питер, но в есть в Москве офис. привезут, если есть на складе
юмо В9-минимально бюджетные приличные валы. надо чтоб были плоскости и квадратики. там есть, остальны профили можно присобачить

Да купила уже самые простые питерские в Сапфире.
Я же написала посоветуйте. Хотела понять какие функции должны быть обязательно, какие второстепенные.
А про ненужные писали, но далеко все очень. Пересылка дороже выходит.
чего вы там купили в сапфире -покажите
обязательно -ручьи под квадраты, это с них проволоку тянем
до кучи -приличная горелка. тигль, изложница, фильера. без этого бессмысленно вальцы брать
Купила В10 комби (всего понемножку). В9 дороговаты . Квадраты есть.
Приличной горелки пока нет. Пока только дремелевская. Она слабенькая.
Изложницу пока не знаю то же какую брать. Пользовалась как то сборной. еще интересны плоские изложницы (как раз юмовские) там и пластинка и круглый профиль есть, и прутки.
А фильеру какую лучше брать?

изложницу берите вертикальную. она и под пруты и под листы. горелки хорошей нет =-это плохо. вальцы обычно берут под раскатку переплава (серебро, золото)если вы не плавите драгмет -не нужны вам валы
фильеру для начала можно вазять идиотскую, индийскую. она недорогая и вполне приличная. потом разберётесь
Про изложницу и фильеру поняла, спасибо!
Плавить буду серебро.
Горелку пока совсем не знаю какую брать. Думала дремель потянет, но . (
нет, дремель нет. берите горелку со сменным балончиком (а не с заправляемым)-оно не очень хорошо по пламени(почти не регулируется), но на серебре по деньгам не влетите на угар, и плавить грамм10-15 реально. в проволочном сообществе посмотрите тут на ЯМ, были разговоры про горелки
лично у меня на плавку стоит бензинровый шайтан в квартире. очень неприятный случай, но удобно
про ваши валы-купили, сойдет, надо пользовать. листы есть(ну, маленькие) квадраты есть. фильеру берите с учетом ваших квадратиков, индийскиеи есть небольшиее,пара рядов. если у вас вальцы катают квадратики на 3-2,5 проволоку сделаете, из 1,6 прута с проката квадратиков спокойно делается 1,3 круглая. но у меня фильера армянская с совковых времён, очень хорошая, сейчас таких нет
я там прогуглила ваши валики -по первой же картинке пацаны на j портале перетирают ваши валики. сойдет. развод валов 4мм не радует. наверняка захотите листики покатать -4маловато будет.. ручьев маловато. но сойдет

- Особенности конструкции
- Разновидности
- Советы по выбору
- Производители
- Правила использования
Малое количество людей, кроме специалистов-ювелиров, знает о такой машине, как вальцы для ювелирных изделий. Многим людям, в особенности женщинам, нравится носить красивые и уникальные кольца. Но почти никому не известно о процессе и сложности изготовления этих украшений.
Ювелирные вальцы: что это, зачем и как используются? Рассмотрим функционал техники, типы машин, а также поможем пользователю сориентироваться, для каких конкретно условий нужно выбирать какую модель, тип ювелирных вальцов. Прочитав статью, пользователь частично сможет осознать процесс изготовления ювелирных изделий.


Особенности конструкции
Ювелирные вальцы – с помощью этой великолепной и миниатюрной машины изготавливается подавляющее большинство ювелирных изделий. На первый взгляд неопытный пользователь скажет, что это деталь от стиральной машины прошлого века. Да, это именно так. Конструкция данного аппарата похожа, можно сказать, даже дублирует механизм стиральной машины. И функции тоже почти одинаковые. Но предназначение у этих двух машин совершенно разное. Как и число валов. В конструкции сжимания стиральной машины могут быть совместимы только два вала. А в ювелирном инструменте – четыре вала.
Валы этой прекрасной техники изготавливаются из прочного металла. Предназначение их заключается в том, чтобы дать запрашиваемую тонкость и плоскость металлу, пластинке или любой другой детали драгоценного украшения.
Разновидности
Разрабатываются вальцы для ювелиров в четырех типах:
- ручные;
- с электрическим приводом (электрические);
- с гидравлическим приводом;
- комбинированные.
Каждый тип по-своему уникальный, и у каждого имеется свои особенности.
Начнём с ручного типа. Преимуществом его является возможность тонкой работы при разработках эксклюзивных изделий.
В массовых производствах используются аппараты с электрическим приводом для ускорения работы, увеличения количества оборотов.

Ювелирные валы с гидравлическим приводом выдают больше мощности, чем остальные.

Вальцы комбинированного типа котируются как универсальные. А также соответственно более многофункциональные.
Советы по выбору
Исходя из предназначения пользователь может выбрать себе тип техники. Если специалисту нужно выполнить масштабный объем работы, то нужно выбирать вальцы с электроприводом. Недостатков техники данного типа не наблюдаются. Все работает как часы.
Мастера, занимающиеся изготовлением ювелирных изделий, должны выбрать ручной тип техники для произведения тонких работ. Недостатком данного типа машины является времязатратность и работазатратность.
К тому же еще в ручном типе ювелирных вальцов пользователь не может добиться максимальной мощности, которую хотел ювелир/пользователь. В остальном функции идентичны вальцам, имеющими электрический привод.

Вышеуказанную проблему/недостаток можно решить пользованием оборудованием с гидравлическим приводом. Ювелирные вальцы с гидравлическим приводом являются самыми мощными среди ювелирных вальцов. Но преимущество данного типа техники является также и неудобством пользователю. А точнее, размер спецтехники более объемный, чем ручной или с электрическим приводом. Как говорится, «размер имеет значение».

Если у пользователя есть достаточно места для установки техники, то он может выбрать комбинированные ювелирные вальцы. Очень удобно иметь такого типа вальцы. Сам по себе комбинированный тип имеет в себе все функции выше перечисленных ювелирных приспособлений. Но и у этого типа, как у остальных двух типов, имеется один большой недостаток.
Точнее, неудобство. Это цена на технику. Так как комбинированные ювелирные вальцы имеют в себе все функции трех ранее упомянутых вальцов, цена тоже выше, чем у других отдельно взятых.
Производители
На рынке представлено множество разнообразных производителей. Самыми популярными являются вальцы Mario Di Mario и, конечно же, вальцы ЮМО.
Ювелирные вальцы Mario Di Mario 160 используются для тонких работ. Вальцы ЮМО в этом плане более универсальные. Разрабатываются в более разнообразной линии. Техникой данной марки пользователи могут пользоваться как на больших фабриках, так и в домашних условиях в зависимости от типа и объема работы.
Цена полностью соответствует разработанной технике. Для домашнего пользования можно купить ювелирные вальцы стоимостью от 20 до 200 тысяч рублей. В зависимости от поставленных задач и требований со стороны будущего пользователя. Чем выше цена, тем больше возможностей сотворить неповторимое ювелирное изделие, которое можно потом продать по приемлемой цене.

Для домашнего пользования (для дома) рекомендуется пользоваться ручными ювелирными вальцами. Экономит электроэнергию, пользователь может выполнять точечные фигурки или корректировки уже имеющимся изгибам. Идеальный выбор для пользователя – ювелирные вальцы «ЮМО В-9МП». Здесь отличное сочетание цены и работоспособности. Приобретая данную модель, пользователь не переплачивает за технику и в то же время получает хороший инструмент для работы.

Правила использования
Для пользования вальцами в домашних условиях нужно изначально поставить технику на плоское и ровное место, чтобы при работе все было идеально точно. После установки оборудования нужно настроить валы на необходимую ширину для обеспечения нужной толщины предмета. После настройки ширины валов пользователь должен нагреть металл или трубку для идеального изгиба. После нагрева предмет можно прокатить через валы – и получить желаемый результат.
С помощью этих знаний пользователю/мастеру будет легче ориентироваться при выборе модели для дальнейших работ. Дальновидность в работе это половина успеха.
Ювелирные вальцы представлены в следующем видео.
Авторизуясь в LiveJournal с помощью стороннего сервиса вы принимаете условия Пользовательского соглашения LiveJournal
- Previous Entry
- Next Entry
- Свежие записи
- Архив
- Друзья
- Инфо сообщества

mar_ya_morevna - (без темы) [+3] ·
yunka - (без темы) [+3]
Собственно, никаких тонкостей и откровений в этих постах не будет, это просто для того, чтоб составить общее впечатление об основном ювелирном оборудовании.
Основное оборудование, без которого -ну никак при работе с драгметалом:
горелка
тигель и изложница
вальцы
фильера
бормашинка
и всякий мелкий ручной инструмент, с самым основным из которого проволочники знакомы, здесь в сообществе есть хороший обзор , на Ярмарке Мастеров недавно выложен хороший обзор в проволочном разделе, так что это и без меня найдётся.
Я, в основном, про то, с чем далеко не все сталкивались и не понятно, нужно ли оно в принципе.
Разделю на несколько частей, а то много получается для одного поста.
Я, конечно, понимаю, что самое интересное -это пайка и горелки, но это в следующем посте, данный пост -про вальцы и фильеры.
Собственно, чем отличается ювелирка от wire wrap и metall working: в ювелирке нет готовых заготовок -ни листов, ни проволоки нужной толщины и нужной жёсткости. Есть металл в неком виде -лом изделий, обрезки от предыдущих работ, слитки или монетки из банка, гранулы металла с аффинажа(аффинаж -выделение чистого металла из сплавов). Металл дорогой, так что приходится всё это перерабатывать -превратить в проволоку, листы и прочие заготовки, которые используются при ручной монтировке изделий.
Кратко, суть ручного изготовления ювелирных изделий сводится к следующему (литьё -там несколько по -другому):
Металл плавят в тигле при помощи горелки, расплавленный металл выливают в форму для заготовок - изложницу. Дальше заготовки прокатывают в вальцах до нужной толщины -делают листы и пруты, пруты потом продёргивают через фильеру(доска с дырочками разного диаметра) для получения проволоки. Потом из листов и проволоки вырезают и выгибают нужные заготовки, паяют , зачищают, шлифуют, полируют и получают шедевр.
тигель-это маленькая, как правило, керамическая мисочка.
Изложница делает заготовки под листы и под пруты -т.е. отливает очень толстый(несколько мм в толщину) лист и столбики квадратного сечения, в описаниях изложниц сказано, что именно она отливает. Заготовки получаются довольно толстые , иногда-корявые, их надо довести до требуемых размеров.
Заготовки под листы потом прокатывают в вальцах на гладких валах до нужной толщины -естественно, при этом лист в размерах увеличивается..
Заготовки под пруты тоже прокатывают в вальцах . Для этого в валах проточены специальные канавки-профили. Самые нужные -квадратные ручьи, из квадратных прутков потом делают проволоку. Естественно, столбик при этом удлинняется.
Вальцы.
Вальцы -приспособление для уменьшения толщины заготовок , в идеальном случае -ещё и для изготовления профильных прутов с квадратным, сегментным, Т-образным и т.п сечением).
Если совсем по-простому -вальцы нужны , чтобы "плющить заготовки", конечный эффект -типа как трамвай проехал, да не абы как, а аккуратно проехал.
Устройство -если кто видел совсем старые стиральные машины с ручным отжимом через валики -вот примерно так и устроено.
Основные требования -валики должны быть из хорошего, твёрдого металла, строго горизонтально, без перекосов,идеально отшлифованы, без выбоин.
Валики имеют гладкую поверхность для раскатывания листов и ручьи(проточки) для профильных прутов. У самодельных валов ручьёв как правило нет, приходится всё катать на плоских валах.
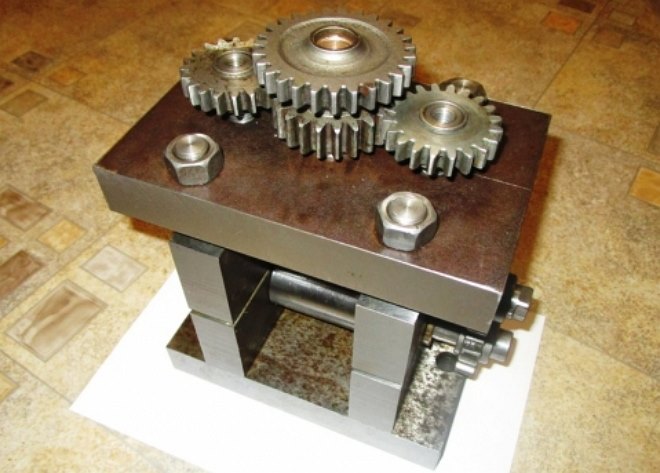
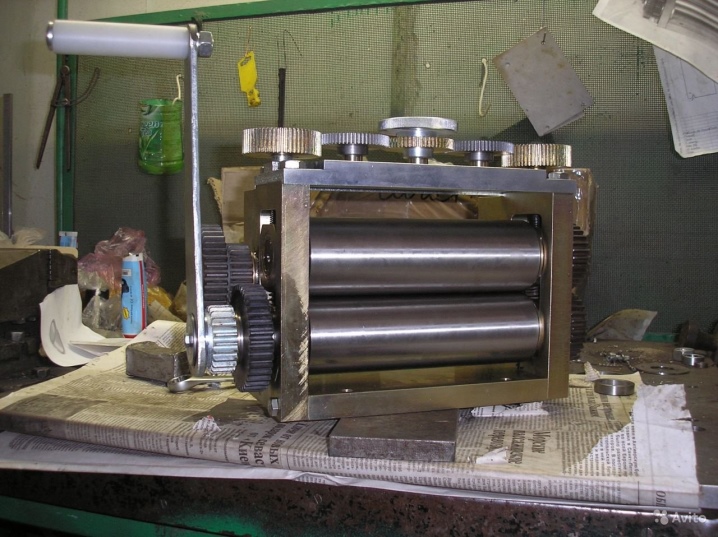
Поскольку вальцы - оборудование дорогое, а при совке -ещё и недоступное простому смертному, накоплен огромный опыт самостоятельного изготовления сего девайса. Наши кавказские друзья из республик с богатыми ювелирными традициями(Армения, Дагестан) делали самопальные вальцы и прочее оборудование вполне профессионально, то оборудование до сих пор пашет с советских времён, зачастую превосходит промышленное. Правда, чтоб совсем хорошо сделать -это надо с чертежами к токарю на завод, он и ручьи проточит в валах.
Про себя могу сказать -я когда начинала с металлом работать(а металл у меня планировался чисто вспомогательно -оправы, крепёж, самим по себе металлом я не планировала заниматься), решила -вальцы покупать не буду, буду разок в месяц ходить к знакомым раскатываться. В таком режиме я протянула где-то год, озверела и решила уже купить таки вальцы. Пыталась найти б\у, самопал, была согласна на отсутствие редуктора, но , увы, не нашла, пришлось брать новые.
( А так у меня практически всё основное оборудование б\ушное и к тому же самопальное, в ювелирке самопал -вообще нормальная ситуация, более того, очень часто покупное оборудование приходится под себя дорабатывать).
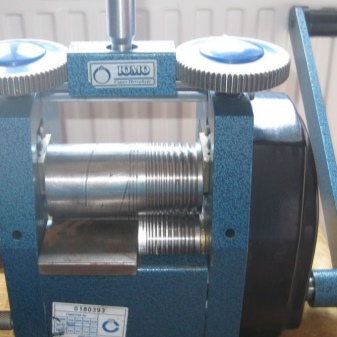
Вальцы у меня вот такие

модель ЮМО В-9, обошлись в 24 тыр пару лет назад, это был наиболее бюджетный вариант на тот момент.
ЮМО -производитель и поставщик ювелирного оборудования, фирма питерская, есть представительства в других городах. Поскольку вальцы -штука тяжелая, под 30 кг -при заказе через интернет следует учитывать, что пересылка обойдётся дорого.
Сверху -ручка(которая в форме буквыТ) для подъёма и опускания валов(она крутится), за счёт этого меняется зазор между валами , и , соответственно, толщина заготовки на выходе. У современных покупных валов эта ручка по центру, она одновременно и равномерно опускает обе стороны валиков, у самодельных валов как правило приходится отдельно опускать каждую сторону валика, что неудобно, конечно.
Справа -ручка для кручения валиков. Бывают вальцы с электроприводом, но цена там из области фантастики.
Мои вальцы с редуктором-усилителем, суть его в том, что даже при небольшом усилии на ручку валики крутятся довольно сильно. У самопальных валов редуктора-усилителя обычно нет, но это не смертельно, я вполне могу на таких работать, что тяжелее крутятся - это конечно.
Работают так -выставили зазор между валами чуть меньше толщины имеющейся заготовки, крутим ручку справа, она крутит валы, заготовка между ними прокручивается и сплющивается,заготовку вынимаем, потом ещё опускаем валики, опять прокручиваем. Заготовка прокатывается по направлению от нас. Маленькую заготовку подают в валы деревянным бруском, чтоб пальцы не закатать. Через несколько прокатов металл отжигают, потому что при прокате, как и при любой механической обработке, металл становится твёрдым(нагартовывается, по старому -наклёпывается, из-за того, что его внутренняя структура уплотняется), катать становится тяжело, да и металл может треснуть. Отжиг горелкой возвращает металлу мягкость.
Если заготовку "повело" (перекосило, выгнуло) при прокате -после отжига её можно выровнять на наковальне
текстолитовым молоточком.
Самые левые проточки на моих валах -под обручалку(профиль как у обручального кольца), они съёмные, можно прикупить и поставить другие профили, потом идут плоские поверхности под листы, справа -проточки под квадраты.
На этих валах проточек немного, бывают вальцы, где ручьёв определенного профиля очень много. Ручьи катают до определенного размера сечения, потом для тонких прутов всё равно нужна фильера, если требуется сделать проволоку. Естественно, фильера должна начинаться от того размера дырок, до которого валы способны прокатать заготовку.
Да, круглых профилей на вальцах не бывает в принципе(почему -не знаю), заготовки под проволоку -изначально квадратные, так что при покупке валов, например самопальных -лучше чтоб они были,квадратные ручьи, иначе будут большие проблемы, с другой стороны -такие вальцы в разы дешевле, вполне можно тыщ за 5 найти приличные из советского наследия.Если всё же появятся вдруг валы без квадратных ручьёв -придётся катать квадратный профиль на плоских валах, последовательно сначала одну сторону заготовки, потом повернуть заготовку на 90 градусов,прокатать и т.д. -в принципе, реально, раньше так и катали.
Без остальных профилей можно пережить, даже обручалка не так уж нужна, её можно отковать или через фильеру дёрнуть.
Можно ли обойтись без вальцев? В принципе, ковка(молотком на наковальне) заменяет вальцы, но очень это занудно, хотя, говорят, при совке многие операции делали ковкой, вальцы, тем более хорошие, далеко не у всех были.
Вот здесь обсуждается, как исхитриться тянуть проволоку без вальцов, чтоб после изложницы -отковать и в фильеру, может, тем кто с серебром работает -пригодится. Горелка, изложница и фильера -всё же не столь негуманно стоят, как вальцы.
Для не ищущих простых путей:
здесь можно почитать про самодельные вальцы .
Здесь обсуждение про выбор вальцев http://www.jportal.ru/forum/forum60/topic8315/, в т.ч б\ушных и самопальных.
Я думаю, если заниматься чисто проволокой, даже серебряной -вальцы покупать небюджетно, если уж очень надо -сходить куда-нибудь раскататься, не так уж часто это надо, да и то только для серебра, остальные металлы(медь, латунь) -проще брать нужные заготовки, а обрезки выбрасывать.
А вот фильера, я думаю, проволочникам для серебра пригодится.
Фильера.
Фильера, она же волочильная доска -доска с дырочками различного диаметра. Дырочки в фильере круглого профиля уменьшаются через 0,05 или 0,1 мм. Протаскивая проволоку последовательно через дырочки, уменьшают её диаметр
В настоящее время существуют различные виды вальцов применяемых в ювелирном производстве, отличающиеся по конструкции и назначению.
1. Ручные ювелирные вальцы.
По своему назначению подразделяются на универсальные и специальные.

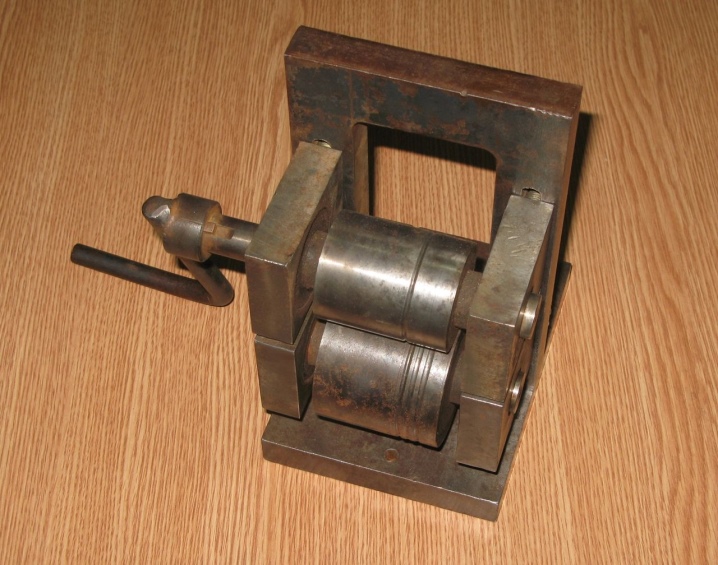
Рис. 6. Универсальные ювелирные вальцы
У универсальных ювелирных вальцов на рабочей поверхности вала расположены ручьи для проката проволоки и часть поверхности используется для проката полосы. Для индивидуальных работ наиболее удобный вариант (если ювелир не специализируется на производстве проволоки для цепи), либо проката (штамповка, чеканка).

Рис. 7. Специальные ювелирные вальцы
У специальных ювелирных вальцов на рабочей поверхности вала расположены ручьи для проката проволоки, или плоская поверхность вала для проката полосы. В профессионально изготовленных проволочных ювелирных вальцах канавки занимают всю рабочую поверхность вала и рассчитаны таким образом, что вальцовка прутка производится без перемещения верхнего вала, а последовательно по маршруту, который обеспечивают ручьи на валу. При этом пруток проворачивается на 90 градусов и должен проходить последующие ячейки без «облоя».[16; с.131]
Проволочные валки требуют более точного изготовления и вследствие чего высокую стоимость, однако значительно увеличивают производительность труда и качество проката.
Увеличение диаметра вала ювелирных вальцов влечёт за собой увеличение многих типоразмеров деталей, из которых состоят ювелирные вальцы. В первую очередь это касается корпуса вальцов несущего на себе основную нагрузку. Значительно увеличиваются рабочие шейки вала и габарит подшипников скольжения, на которых они опираются, так как естественно изменились рабочие нагрузки при прокате заготовок.
Наличие на валах шеек для установки различных дополнительных роликов увеличивает возможность получения шинок разнообразного сечения, установку дисковых ножей для порезки ленты и прочего инструмента. [32; с.63]
При выборе ювелирных вальцов следует обратить внимание на соотношение рабочего диаметра валка к рабочей поверхности. Система проката считается жёсткой при соотношении диаметра вала к расстоянию между его опорами 1 к 2-м.
Жесткость конструкции ювелирных вальцов важнейшая характеристика, оказывающая влияние на качество, получаемого проката.
Корпуса вальцовых блоков предпочтительно должны быть цельнолитыми, хуже сварными и сборными.
Основные усилия воспринимаются винтовыми парами подъёма верхнего вала. По мере износа они требуют замены на новые. В корпусе ювелирных вальцов, как правило, устанавливается резьбовая втулка, которая подвергается замене совместно с винтом.
В более дешёвых образцах, резьбы нарезаны непосредственно в корпусе, это делает довольно дорогостоящую деталь ювелирных вальцов неремонтопригодной. Диаметры винтов должны соответствовать типоразмеру станка, это предотвратит смятие резьбы при нагрузках.
При выборе ювелирных вальцов многие стремятся иметь максимальный развод валков с целью начинать прокат с наибольшей толщины, отливаемой заготовки. Следует знать, что в процессе проката валки не только деформируют заготовку по толщине, но и выравнивают выходящую полосу. На это расходуется определённые значительные усилия. Поэтому для валов диаметром до 55 мм рекомендуемый развод не должен превышать 7 мм, для более мощных вальцов 10-12 мм. Должно быть соответствие между его величиной и мощностью ювелирных вальцов. Гораздо облегчит работу переход к отливкам меньшей толщины.[10]
Важно обращать внимание на то, как конструктивно выполнен механизм подъёма вала. На вальцах должны использоваться блок сдвоенных на валу шестерёнок, со смещёнными относительно друг друга зубьями. Данная конструкция обеспечивают плавность и качество проката, прочность зацепления на изгиб зуба шестерен. Если развод обеспечивается при прямом зацеплении шестерён за счёт увеличения модуля (то есть увеличения высоты зуба), то при максимальной толщине заготовки на края зубьев приходится максимальное усилие, что приводит к излому последнего. Кроме этого прокат получается не равномерным ввиду большого увеличения межосевого расстояния, так как зацепление по эвольвенте, а при изменении межосевого расстояния нарушается механизм обкатки зубьев относительно друг друга.
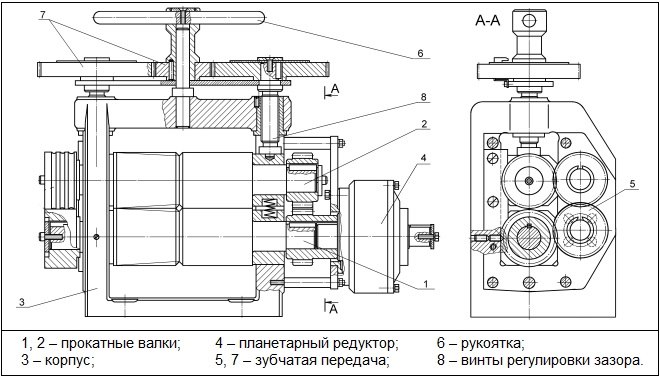
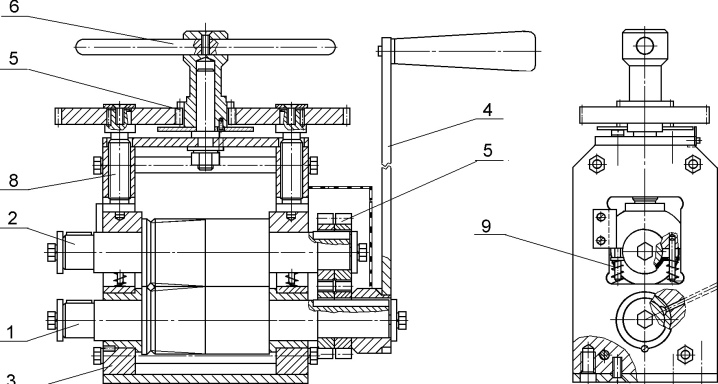
Увеличивает срок службы и ремонта ювелирных вальцов предусмотренная конструкцией система смазки трущихся поверхностей. В данном случае для ручных вальцов виде системы каналов для проникновения смазки к подшипникам скольжения, маслоудерживающих полостей на трущихся поверхностях. Ювелирные вальцы, показанные на рисунке 8, имеют прокатные валки 1,2 смонтированы на подшипниках скольжения в корпусе 3. Вращение вала 2 осуществляется рукояткой 4. Верхний вал 1 получает вращение от нижнего вала через зубчатую передачу 5.

Рис. 8. Ювелирные вальцы
В вальцах передача осуществляется сдвоенными шестернями. За счёт большого коэффициента перекрытия достигнута хорошая плавность работы и увеличенный развод валков. Регулировка зазора между валами осуществляется перемещением верхнего вала с помощью маховика 6 через зубчатую передачу 7 и винты 8. Для смазки опор в подшипниках предусмотрены карманы 9, заполненные войлоком. Валики имеют гладкую поверхность для раскатывания листов и ручьи (проточки) для профильных прутов.
2. Электромеханические ювелирные вальцы.
Ювелирные вальцы, выпускаемые с электроприводом предназначены для серийного производства ювелирных изделий.
Основными критериями при выборе той или иной модели является мощность и назначения вальцов. Чем больше мощность, тем больше производительность, качество и объёмы получаемого за смену проката, тем больше стоимость и надёжность ювелирных вальцов.

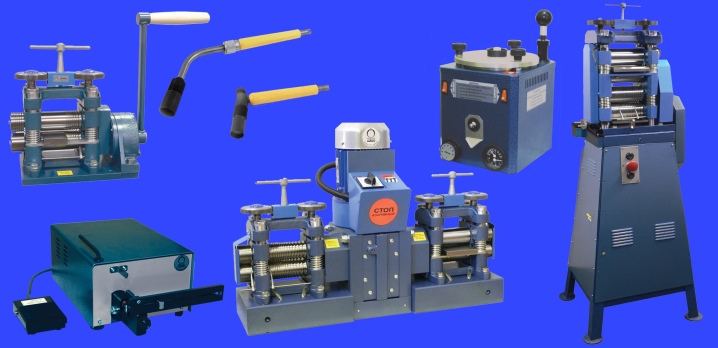
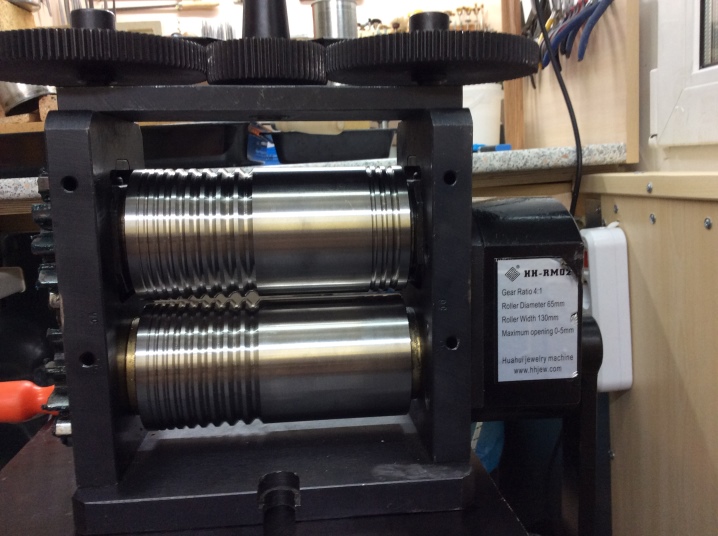
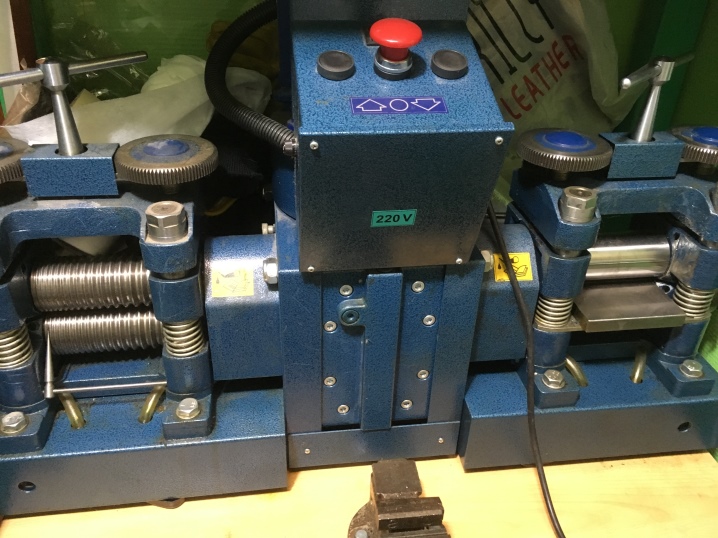
Рис. 9. Электромеханические ювелирные вальцы
По части конструкции вальцовых блоков к ним применимы рекомендации как для ручных станков.
Электромеханические вальцы должны иметь принудительную систему смазки. Кроме того, существуют различные опции, позволяющие увеличить надёжность и долговечность данного оборудования:
-охлаждение валков при работе,
-фрикционные подматывающие устройства,
-различные конструкции редукторов подъёма верхнего вала.
При интенсивной работе происходит нагрев деформируемого проката, трущихся поверхностей, это вызывает интенсивный нагрев рабочих поверхностей. Со временем происходит понижение твёрдости валков (самоотпуск), увеличение усталости металла и в результате уменьшение их долговечности. Во избежание перегрева сквозь валки непрерывно подаётся охлаждающаяся жидкость, уводящая избыточное тепло. [16: с.280]
В качестве внешнего источника может использоваться водопроводная вода, ёмкость с насосом и замкнутым контуром либо установка охлаждения. Применение опции охлаждения валов также позволяет увеличить скорость прокатки станка примерно в два раза. [16: с.284]
Читайте также: