
Как сделать станок для колец
Опубликовано: 21.04.2024
Предлагаю вашему вниманию очередное видео "залипайку" о изготовлении колец на токарном станке, хороший проект для начинающих :)
Найдены возможные дубликаты

Крафт
1.3K поста 11.9K подписчиков
Правила сообщества
Могли бы быть здесь, но пока не написаны (
Станок мой, и я стараюсь его беречь.
Абразив и его производные имеют гадкое качество, перелетать через ветошь и налипая на направляющие убивать их.
Для начинающих? Это для среднего школьного возраста.
Мы на уроках труда классе в восьмом себе такое делали на токарно-фрезерных, и без блатных шароточек.
Потом еще фанатично дня два на уроках бананы получали за поведение, за то что половина сидела полировала пастой ГОИ и имела в виду дискриминанты, реки южной америки, французскую революцию и прочий материал.
Это самодельная шароточка.
Елочка своими руками

Всех приветствую.
Родилась идея сделать елочку, на подобие лампы Гайвера. главное - детям в подарок. Ну и кому еще.
Хочу рассказать весь путь, пройденный мной по созданию такой елочки. Может кому-то понравится и он решит сделать подобное. Сразу говорю - косяков много.
Итак. проектирование. рисуем, что хочется увидеть в конечном результате.
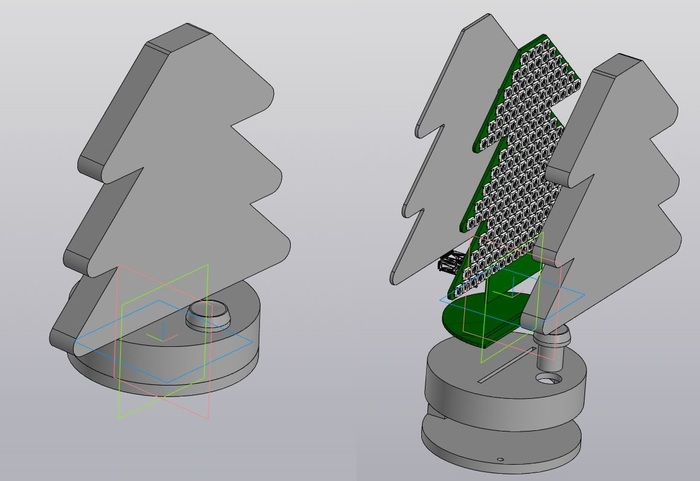
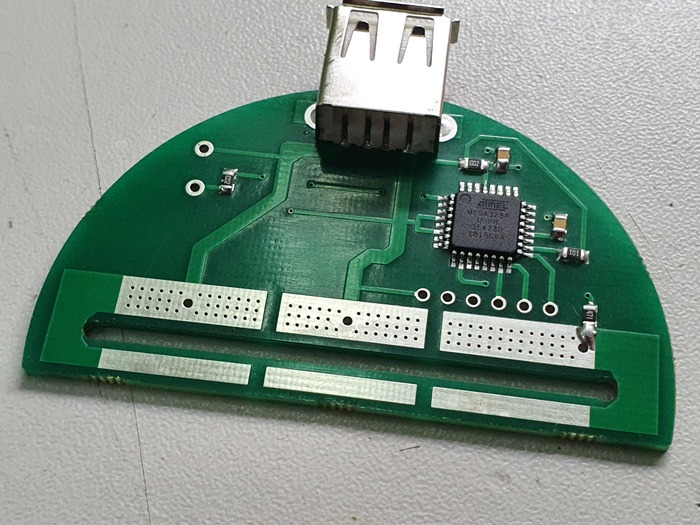
У меня это вышло примерно так. плата с адресными светодиодами. рассеиватель, напечатанный на 3д принтере, коробочка из дерева, куда будут прятаться все "потроха", кнопочка, что бы менять режимы елочки.
тут сразу и плата управления. особо выбирать контроллер я не стал, а посмотрел, что есть в загашнике. валялось несколько атмега328. ну и решил делать на ней. как потом оказалось - это была ошибка. но это позже.
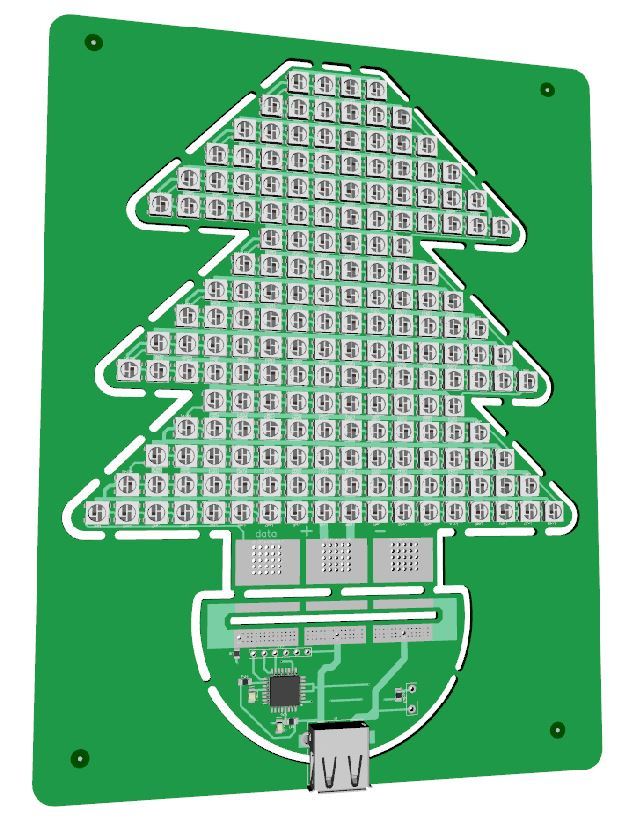
Используем адресные светодиоды WS2812. со схемой все очень просто: диоды последовательно, около каждого диода конденсатор 0,1мкФ.
Платы заказываем в китае. выходит около 2 долларов за штуку. по схеме 190 конденсаторов и 190 светодиодов. а так как я сразу делаю 5 штук, то паять придется около 1000 светодиодов и 1000 конденсаторов. в ручную это сделать ппц как сложно, тем более, что светодиоды стоят на расстоянии 1,5 мм между собой. Благо у меня есть шайтан машина для таких работ.
Пайка конденсаторов. расставляем без видеозрения (а нафига оно надо тут?) расставляет 190 кондеров около 2 минут
Ой. забыл показать как паяльную пасту наносят. вместе с платами был куплен трафарет под эту плату. он позволяет нанести пасту за почти мнгновенно и сразу на все площадки куда надо. выглядит это так:
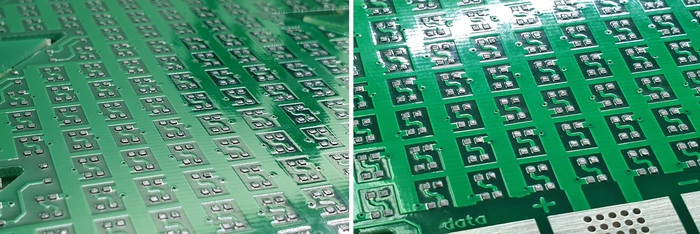
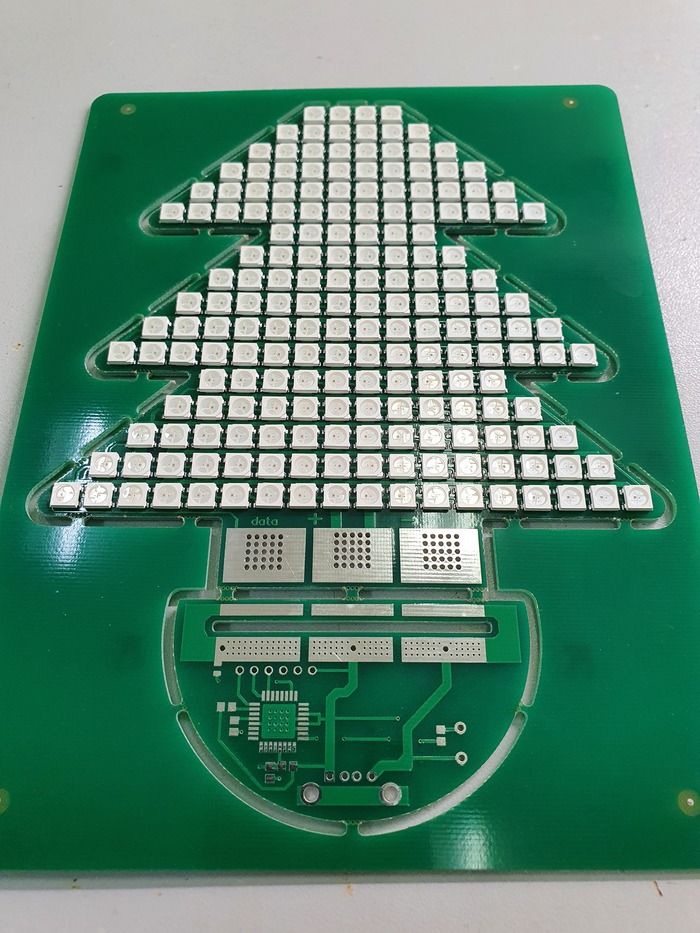
далее плату в печку и начинаем расставлять светодиоды. тут уже включаем видео-зрение, так как площадки особо не правильно нарисованы и прям надо точно точно поставить светодиоды. расстановка около 3-4 минут.
ну и готовая плат:
ну и плата управления спаяна вручную, так как контроллеры в коробочке, резисторы и кондеры россыпью. обвязка у контроллера самая минимальная: 2 кондера и резистор. плюс 1 резистор на кнопку и 1 резистор на управление лентой
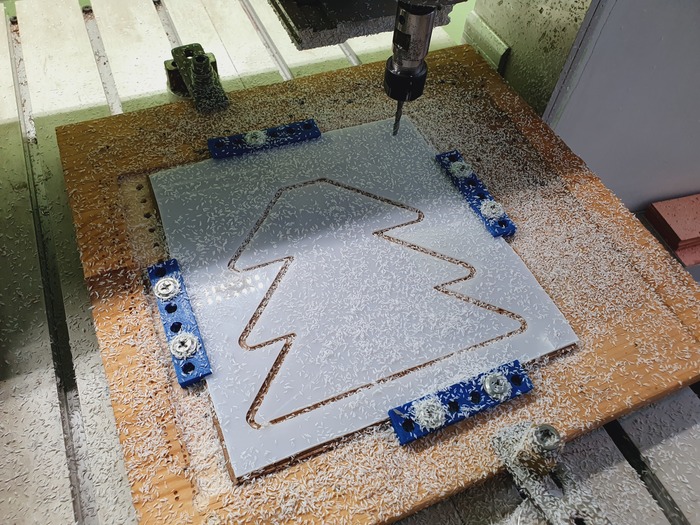
далее корпус. так как у меня есть еще и 3д фрезер, то делаем на нем. материал хотел взять дуб, но цены на него не гуманные. купил в Леруа пару щитов бука для декоративной отделки батарей. или как-то так это называется. листы толщиной 18мм и длиной 500 мм.
пишем управляющую программу и запускаем в станок
получилось очень плохо. сколы. поверхность не очень. станок мой особо для этого не предназначен. но на попробовать хватит.

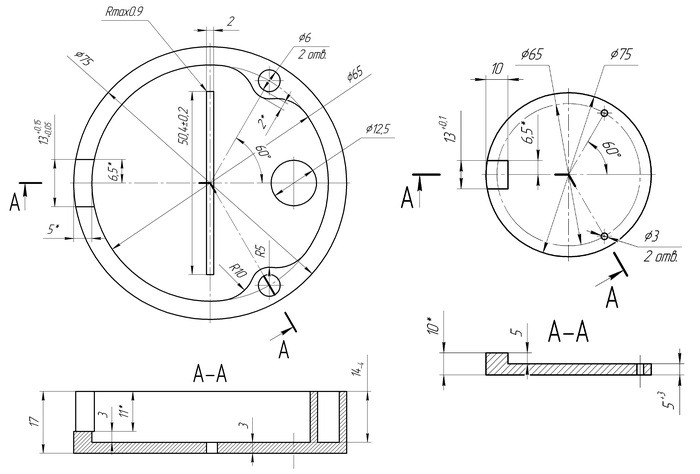
Далее рисуем эскизы двух деталей и ищем исполнителя в интернете. буквально 30 минут, 3 обзвона, засылаем эскизы, ждем цену. Хочется тут передать привет Александру, который очень быстро изготовил данные детальки. цена комплекта вышла 800 руб.
Сами эскизы (кто найдет пропущенный размер?):
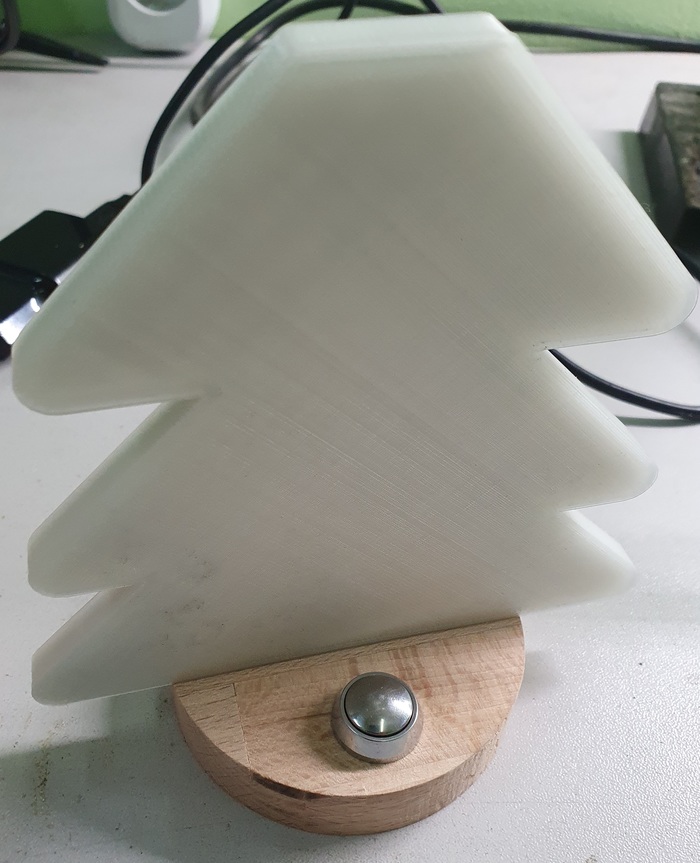
Остался процесс печати рассеивателя. но тут я видео не снимал. что-то забыл. но это не самая интересная часть. попробовал несколько геометрий, остановился на одной. единственное, что через пластик все рано видно "пиксели" светодиодов. что бы еще немного "размыть" пришлось добавить рассеиватель для светодиодных светильников и его вкладывать в напечатанный рассеиватель. вот такой:
ну и далее сборка. и как все это выглядит
Ну а теперь косяки. Матрица у меня из 190 диодов. программа работает с одной матрицей реальной, а другой "виртуальной" для всех расчетов. так как цвет кодируется 3 байтами, то памяти атмега328 тупо не хватает. но тут на помощь пришла замечательная библиотека, человека которого знают многие - @AlexGyver, спасибо огромное за ваш труд в виде библиотеки microled. благодаря ей не пришлось "колхозить" а все влезло в атмегу328.
Ну а теперь как все это работает (почти все взял из лампы гайвера):
Ну и пока я не раздал все елочки на подарки, у меня вот такое новогоднее настроение:
Подводя итог, обошлось все это на каждую елочку:
1. плата - 150 руб
2. корпус - 800 руб
3. 190 диодов - 380 руб (с али)
4. 190 кондеров - 70 руб
5. контроллеры, кнопочки, разъемы usb у меня были. хз сколько стоит.
6. провод usb-usb папа-папа - 90 руб.
7. pla около 100 руб.
Всем спасибо. Надеюсь было интересно. за ошибки - извиняюсь сразу.


Ответ на пост «Рукожопия пост. Или как делать не надо»
Навеяло.
Все хорошо, легко и красиво. В интернете.
На примере изготовления ножей.
Насмотрелся видео и загорелся.
Хотим такой и такой. Надо нарисовать эскиз, а лучше чертеж. На бумаге, а лучше - в каком-то графическом редакторе, а ещё лучше - в САПР, чтоб 3д просмотреть.
Для этого учимся работать с этим ПО.
Выбор материала.
Напильник, мехпила Р6М5, Р 18, подшипник, 40х15, 95х18, N690, 8cr13 mov. Не знаете о чем речь? Оооо, топайте учить.
Итак, плюс- минус мы понимаем что главное - грамотная термообработка.
Итог - нам нужен горн! Гуглим способы. Костер, а лучше угольный с надувом ( класика) а еще лучше газовый. Но самый лучший - электрический с програмированием режимом. Пока собираем деньги и готовим место, учим справочник по отпуску, закалке, нормализации, закалка в воду, масло, зонная закалка, о - закалка в жидком азоте. Прикидываем, во сколько нам выйдет жидкий азот.
Вы еще не перегорели? Самое время - инструмент.
Заготовку надо формировать, резать лишнее Можно ножовкай по металу, можно болгаркой с охлаждением, но лучше всего - ленточная пила. Значит, нужна пила, мы ж не лохи какие.
Спуски. Можно ручками на камне ( как мастера японских мечей ухбля, только они один меч делали пару месяцев, и то с помощником) потому лучше точильный станок, а еще лучше - гриндер. А гриндеры бывают. Учим.
Надо будет сверлить отверстия. Можно и ручной дрелью, но лучше электрической, а еще лучше - сверлильный станочек. Дописываем в список.
Материал рукояти. Пусть будет орех.
Учимся заготавливать, сушить, стабилизировать ( вакууматор с полиэфиркой в список).
Такс а чем скреплять. Можно и заклепки алюминиевые, но лучше латунные, а еще лучше - трубки с пинами, или вообще спецстяжки заказать. Но их долго ждать, метал наверное- говно. Лучше заказать токарю, а еще лучше - выточить самому.
Вот мы подошли к обучению на токаря и покупке токарника.
Как вам, не расхотелось нож делать?
И вы с печалью в глазах смотрите на бухающих во дворе мужиков, которым все нужное можно купить в любой наливайке за несколько сотен и ничего их не колышет.
Так, не задерживаться, нам еще ролики к гриндеру забрать надо, а вечером ленты клеять.
Вот так рукодельники и живут.
За ошибки извините.
Станок для изготовления колец из проволоки











Как определить нужный размер?
Для начала желательно выяснить, какого размера должно быть кольцо. Это можно сделать несколькими способами:
- непосредственно самим материалом, обернув его вокруг пальца, после чего он прекрасно выпрямляется и приобретает прежний вид;
- сантиметровой лентой;
- ригелем, его роль может играть маркер, футляр от помады или другой цилиндрический предмет, величина которого равна объёму вашего пальца;
- ниткой, её протяжённость потом можно измерить с помощью линейки.
Важно! К полученному результату не забудьте прибавить ½ диаметра бусины. Если у вас 18 размер, то норма витка будет равна 18,4 мм. Округлите это число в большую сторону для того, чтобы не ошибиться с длиной проволоки при создании конструкции.



Правила гибки заготовок из проволки

Для обработки проволоки применяют слесарные инструменты. Различные операции выполняют определенным инструментом. Изогнутую проволоку выпрямляют киянкой. Тонкую проволоку выпрямляют на круглой деревянной болванке, зажатой в тиски, способом протягивания ее по краю.
- Кольца, плавные сгибы делают круглогубцами (а),
- для сгибания проволоки под различными углами применяют плоскогубцы (б
для резания используют кусачки (в
). Круглогубцы, плоскогубцы и кусачки различают по форме губок — рабочей части инструмента.
Толстую проволоку рубят зубилом (г
) на металлической плите.
При резании проволоки края, получаются неровными, их зачищают напильниками (д
), которые могут быть различными как по форме, так и по величине насечки.
Измеряют проволоку металлической линейкой (е
- Мягкая медная проволока легко сгибается и режется, но она не упругая и не годится, например, для пружин и крючков.
- Для многих изделий понадобится железная проволока — тонкая оцинкованная и более толстая, так называемая «печная».
- Крючки и пружинки можно делать из стальной проволоки марки «ПК» или из балалаечных струн.
Запасы проволоки хранят, наматывая ее кругами. Такие витки проволоки называют буртами.
Как резать и сгибать проволоку
Проволока, особенно медная и железная, легко гнется. Чтобы сделать какую-нибудь вещь из проволоки, ее прежде всего надо выпрямить. Короткие отрезки проволоки выпрямляют на наковальне, толстом куске железа или на перевернутом утюге. Сперва простукивают молотком все изгибы, а затем проводят им по всей длине проволоки взад и вперед, прижимая ее к наковальне. Железную и алюминиевую проволоку выпрямляют металлическим молотком, более мягкую — медную — киянкой.
Длинную проволоку выпрямляют протягиванием. Например, ее продевают в ручку двери и протягивают, крепко держа руками оба конца. Если с проволокой приходится работать часто, то лучше сделать специальное приспособление для выпрямления ее. В толстую доску вбивают ряд гвоздей, между ними пропускают проволоку и протягивают.
Режут тонкую железную и медную проволоку кусачками, сжимая их руками. Стальную проволоку в месте разреза предварительно нагревают на огне, благодаря чему она становится мягче. Иначе твердую стальную проволоку откусить трудно, и кусачки при этом портятся: на острых губках их получаются зазубрины. Кусать стальную проволоку надо краями губок, а не серединой. Если получится зазубрина, то на краю она не так страшна. Случается, что кусачки «не берут» проволоку: сил школьника не хватает, чтобы ее откусить. Нельзя в таких случаях бить по кусачкам молотком — так легко испортить и даже сломать их. Толстую или твердую проволоку можно разрубить зубилом или же подпилить острой гранью напильника (трехгранного) и затем сломать руками, согнув и разогнув несколько раз в этом месте. Под прямым углом тонкую проволоку сгибают в руках плоскогубцами. Толстую проволоку зажимают в тиски и сгибают при помощи молотка или киянки. Нельзя ударять по тискам металлическим молотком, так как их можно разбить.
Ушки и колечки из проволоки сгибают круглогубцами. А чтобы согнуть правильный большой круг, подбирают стержень, металлическую трубу или круглое бревно соответствующего диаметра.
Спиральные пружинки навивают на круглых стержнях (например, на толстом гвозде). Удобнее всего стержень вместе с концом проволоки зажать в тисках. Наматывая проволоку, ее все время туго натягивают и плотно укладывают один виток к другому без пропусков. Лишний конец проволоки откусывают кусачками. Если намотанную спираль распилить по длине, то она распадается на отдельные разрезанные колечки. Из таких колечек легко сделать цепочку. Распилить спираль можно мелкозубчатой ножовкой или острой гранью напильника, если проволока тонкая. Зубья ножовки предварительно смазывают машинным маслом.
Стальная проволока — очень упругая. После сгибания она несколько расходится. Поэтому, чтобы получить сгиб стальной проволоки под прямым углом, ее надо согнуть немного больше. А чтобы получить спираль из стальной проволоки нужного диаметра, стержень берут немного тоньше. Медная и железная проволока после сгибания сохраняет приданную ей форму и не расходится.
Железная проволока выделывается разной твердости, иногда ее бывает трудно сгибать. Трудносгибаемую проволоку предварительно отжигают на огне, а затем дают ей остыть на воздухе, чтобы сделать гибкой.
Самостоятельное изготовление колец поможет решить проблему, что подарить друзьям или родственникам. Пройдя обучение, можно создавать для себя любые красивые украшения, о которых давно мечтали, либо делать их на заказ.
Из чего можно сделать кольцо своими руками
Материалы для изготовления бижутерии в домашних условиях легко найти в рукодельных или хозяйственных магазинах. Кольцо своими руками можно сделать даже из серебра или золота – нужны лишь специальные инструменты и умение переплавлять металл.
Наиболее популярные материалы для изготовления колец: проволока, полимерная глина, пуговицы, бисер, бусины, старая бумага, монеты, кожа, дерево, латунь.
Смотрите видео курсов «Изготовление колец», и вы научитесь делать самые оригинальные украшения.
Возможно ли литье кольца в домашних условиях
Кольцо своими руками можно создать из драгоценных металлов или меди путем отливки.

Для изготовления потребуются:
- воск;
- термошпатель;
- скальпель, резец или напильник;
- ригель для выравнивания формы кольца, можно использовать обычный маркер;
- горелка для плавления;
- восковой литник (тонкая трубочка);
- пластилин;
- опока (железная или металлическая труба 30 мм в диаметре);
- формовочная масса (продается в специализированных магазинах для ювелиров);
- металл для самого колечка;
- флюс – специальное химическое вещество для промывки после литья.
Процесс литья занимает от 8 часов до суток.
- Расплавить воск на плите.
- Термошпателем накапать вещество на ригель, чтобы получилась основа, дать застыть.
- Снять круглую основу.
- Припаять литник, чтобы налить по нему расплавленный металл.
- Воткнуть в пластилин свободный конец литника и края опоки, хорошо закрепить у основания.
- Залить опоку формовочной массой, оставить застывать на 8-10 часов.
- После застывания убрать пластилин.
- Расплавить метал в слиток, положить его в опоку.
- Прокалить ее на горелке, пока не перестанет идти пар (иначе металл не сможет протечь).
- Положить сверху слиток, начать его плавить и греть опоку.
- Когда металл расплавится, слегка прижать конструкцию любым твердым предметом на полчаса.
- Промыть опоку, достать получившееся украшение, откусить литник.
- Попеременно опускать изделие во флюс и отжигать, чтобы убрать чернь.
- Довести до кипения в лимонной кислоте.
На курсах изготовления колец предлагается дополнительно другой вариант литья: расплавить только кусок металла, раскатать его в полоску, запаять, надеть на ригель и молотком придать форму, в конце работы отбелить и отшлифовать. Но для раскатки понадобится станок Вальцы, который не всегда можно найти в продаже, и с которым сложно работать.
Виды колец
Украшения на палец классифицируют по дизайну, функциям, стилю, обработке камней, украшающих эти ювелирные изделия. В начале XXI века популярность приобрели кольца для пирсинга, которые вставляются, подобно сережкам, в нос, губы, ушные раковины. Их аналоги – незамкнутые обманки тоже популярны. Чтобы их носить, не нужно ничего прокалывать.
Самая широкая классификация – простые и сложные. К первому виду относятся как обычные кольца без украшений, так и декорированные гравировкой, перфорацией, плетением, маленькими узорами из драгоценных камней или кристаллов. Второй вид отличается крупными вставками и сложным декором.

Разновидности по дизайну:
- коктейльные – с особо большими и яркими вставками из камней (узоры в форме ягод, цветов, бабочек);
- тринити – композиция из трех переплетенных колец, классический вариант – из трех типов золота;
- перстень – золотое или серебряное украшение с крупным драгоценным или полудрагоценным камнем или натуральной жемчужиной;
- печатка – подвид перстня с выгравированным узором, в XIX веке и ранее гравировкой служил фамильный герб. Этот декор использовался как печать на документы. Носят преимущественно мужчины;
- «слейв-браслет» – кольцо, соединенное цепью с браслетом или другим кольцом (количество звеньев обычно небольшое);
- с подвеской;
- незамкнутые;
- на 2 или 3 пальца;
- фаланговые – два (или больше) небольших кольца, соединенных оригинальным декором. Носят на второй и третьей фалангах пальцев.
Виды украшений по функциям:
- обручальные – чаще всего простые ободки из золота, иногда бывают с украшениями или гравировкой;
- помолвочные – отличаются от предыдущего вида роскошным и сложным дизайном;
- кольца лучника – широкие украшения особой формы на большой палец, были популярны в древнем Востоке, сейчас их иногда носят любители стрельбы из лука;
- траурные – черные или белые кольца, содержащие какую-либо деталь, связанную с умершим (имя, инициалы, годы жизни), были распространены в XVIII-XIX веках в европейских странах.
Украшения на пальцы делятся на виды по стилю (модерн, классические, винтаж), способу крепления камня (глухой каст, закрепка паве и другие), полу и возрасту (мужские, женские, детские). Изделия всегда должны сочетаться с серьгами и другими украшениями, нарядом.
Кольцо с камнем своими руками
Украшения с камнями делаются на специальной круглой основе, которую можно купить в рукодельном магазине.
Необходимые материалы для изготовления:
- натуральный или искусственный камень;
- основа;
- прочный клей;
- рукодельная краска, кисточки, фольга;
- проволока – при желании.

Чтобы сделать кольцо с александритом, изумрудом, бриллиантом или любым другим драгоценным или полудрагоценным камнем, нужно нарисовать имитацию оправы внизу камня, приклеить его к основе оставить и сохнуть на период от 7 до 10 часов. Если камень искусственный, после приклеивания его и основу можно оплести проволокой и покрасить.
Как сделать медное кольцо своими руками
Медное кольцо – название украшения как из цельной полоски меди, так и из проволоки.
Как сделать кольцо своими руками:
- Вырезать ленточку из толстой меди или 2-3 из тонкого листа.
- Нанести флюс на поверхность, чтобы медь не окислилась.
- Выложить припой – специальный материал для пайки, разогреть.
- Погрузить полоски в кислоту, которая продается в специализированных магазинах. В результате они крепко склеятся.
- Наждачной бумагой выровнять края получившейся медной пластинки.
- Изогнуть плоскогубцами в замкнутое кольцо.
- Надеть на оправку, подбить молотком для придания правильной формы.
- Обработать наждачной бумагой края и поверхность.
- Чтобы получилась привычная куполообразная форма, рекомендуется отшлифовать специальной машинкой.
- В самом конце отполировать ваткой.
Намного проще создать украшение из крученой проволоки. Для этого нужно намотать кусок длиной примерно 0,5 метра на ригель или его заменитель, оставив длинные концы, затем начинать закручивать их в спираль, придерживая пальцем, чтобы она была ровной. Когда спираль достигнет нужного размера, снять колечко, прижать витки плоскогубцами, отрезать концы, оставшиеся кусочки подогнуть и прижать к изнанке. Получается красивое кольцо с украшением-спиралью.
Как сделать обручальные кольца своими руками
Изготовление обручальных колец своими руками возможно. В Москве проводятся специальные мастер-классы. Технология изготовления – переплавка – напоминает создание украшений из меди или металла с камнями.
Схема изготовления обручальных колец:
- Кусок золота (или серебра) расплавить в тигеле.
- Перелить в чугунную изложницу.
- Когда заготовка застынет, раскатать в вальцовочном прессе, в результате получится полоска.
- Нагреть ее, свернуть в колечко, спаять концы.
- Надеть на ригель и с помощью молотка придать округлую форму.
- Отшлифовать машинкой, на заключительном этапе использовать резиновую насадку.

Правильно сделать торжественное украшение можно под руководством специалиста.
Гравировка
Обычно ее делают на обручальных кольцах, но она хорошо смотрится на любых металлических вещах.
Для изготовления гравировки в домашних условиях потребуются:
- бесцветный лак для ногтей;
- жидкость для его снятия;
- зубочистка;
- стакан соленой воды (2 ст.л., можно добавить ложку соды);
- зарядное устройство для телефона.
Чтобы сделать самому гравировку на кольце, нужно:
- Покрыть изделие лаком.
- Нарисовать зубочисткой желаемый узор, написать текст.
- Тщательно размешать соль в воде, положить в стакан другой металлический предмет (ложку, пластину) и опустить украшение местом, куда нанесена гравировка.
- Присоединить зарядник плюсовым выводом к колечку, минусовым – к предмету в воде, включить на время от 1 до 5 минут. Так начнется реакция травления – жидкость забурлит и потемнеет.
- Вынуть кольцо и стереть лак.
Чтобы гравировка была ровной и аккуратной, необходимо предварительно потренироваться на других предметах.
Как сделать кольцо-печатку
Изготовление уникального авторского перстня с печаткой возможно с помощью обыкновенной гайки. Для работы понадобятся болгарка, напильник, наждачная бумага (зернистость – от 220 до 600), напильник, нож, тиски.

- Зафиксировать гайку тисками и скруглить все стороны, кроме одной – оставить нетронутой для печатки.
- Сточить стороны, резьбу внутри, используя бормашину.
- Сгладить поверхность напильником, отполировать наждачной бумагой, пока получившееся изделие не станет матовым.
Узор на печатке делается способом гравировки.
Кольцо из монеты своими руками
Сделать кольцо можно и из старинных, и из современных монет. Для работы необходимы ригель или его заменители, молоток с пластиковыми набойками (чтобы не повредить рисунок), сверло, горелка, вода и инструменты для полировки.
Как сделать кольцо своими руками из монеты:
- Просверлить в середине отверстие по размеру пальца.
- Нагреть на горелке и охладить: стальную – медленно, осторожно отодвигая, металлическую – резко, опустив в воду.
- Надеть на ригель и придать форму молотком.
- Сгладить углы и отполировать.
Чтобы убрать неаккуратное утолщение на бортике, рекомендуется использовать дремель – инструмент для резки любого металла.
Курсы
Смотрите мастер-классы по изготовлению разных видов колец в видеороликах, и вы узнаете все секреты создания авторских украшений.
Екатерина Костригина, ювелирный дизайнер:
«Благодаря этим курсам по изготовлению бижутерии и ювелирных изделий я узнала, как нужно работать с золотом и другими драгоценными металлами. Уже в самом начале обучения я поразилась, как просто и интересно объясняют преподаватели. Попробовав разные техники, я быстро сумела найти свое направление и открыла мастерскую. Заказчики ценят мои работы».
Курсы «Изготовление колец» помогут самостоятельно сделать кольцо из дерева, золота, серебра, меди, а также необычных материалов, таких как эпоксидная смола, латунная болванка, гайка, монета.
Область применения железобетонных колец довольно обширна. Если есть необходимость сэкономить, их можно сделать своими руками. Но для этого требуются формы для бетонных колец. Покупка такого оборудования — дорогое удовольствие, для частного применения оно себя не оправдает. Но и формы тоже можно сделать самостоятельно.
Для чего нужны бетонные кольца
Чаще всего бетонные кольца нужны для устройства колодца, но также их используют при устройстве автономной канализации — делают септики или фильтрационные колодцы. Еще одна область применения — смотровые колодцы при устройстве ливневой и дренажной системы. Делают из бетонных колец даже погреба. Причем есть разные варианты — вертикальные, горизонтальные. В общем, область применения широка.

Бетонные кольца используются для строительства разных сооружений
Есть кольца разного размера под разные нужды, имеют они еще и разную толщину стенок, могут быть с армированием или без. Несмотря на такое обилие выбора, многие задумываются о том, чтобы сделать железобетонные кольца своими руками. Все дело в том, что при обустройстве участка может понадобиться не одно кольцо, и даже не десять. У некоторых только на колодец уходит больше десятка. Себестоимость изготовления железобетонных изделий намного ниже их розничной цены. Даже с учетом того что придется изготовить формы для бетонных колец. А если еще учесть еще стоимость доставки, то экономия получается очень даже солидной.
Разновидности и размеры бетонных колец для колодцев
Промышленно изготовленные бетонные и железобетонные кольца должны отвечать нормам, прописанным в ГОСТу 8020-90. Их размеры можно взять из таблице, так же как и примерный вес и цену (указана с учетом доставки по Москве).
| Наименование | Высота | Толщина стенки | Внутренний диаметр | Масса | Цена без замка/с замком |
|---|---|---|---|---|---|
| КС-6 | 7 см | 12 см | 58 см | 60 кг | 390 руб |
| КС-7-1 | 10 см | 8 см | 70 см | 46 кг | 339 руб |
| КС-7-1,5 | 15 см | 8 см | 70 см | 68 кг | 349 руб |
| КС-7-3 | 35 см | 8 см | 70 см | 140 кг | 589 руб |
| КС-7-5 | 50 см | 8 см | 70 см | 230 кг | 800 руб |
| КС-7-6 | 60 см | 10 см | 70 см | 250 кг | 830 руб |
| КС-7-9 | 90 см | 8 см | 70 см | 410 кг | 1230 руб |
| КС-7-10 | 100 см | 8 см | 70 см | 457 кг | 1280 руб |
| КС-10-5 | 50 см | 8 см | 100 см | 320 кг | 1110 руб |
| КС-10-6 | 60 см | 8 см | 100 см | 340 кг | 1130 руб |
| КС-10-9 | 90 см | 8 см | 100 см | 640 кг | 1530 руб / 1700 руб |
| КС-12-10 | 100 см | 8 см | 120 см | 1050 кг | 2120 руб |
| КС-15-6 | 60 см | 9 см | 150 см | 900 кг | 2060 руб |
| КС-15-9 | 90 см | 9 см | 150 см | 1350 кг | 2670 руб |
| КС-20-6 | 60 см | 10 см | 200 см | 1550 кг | 3350 руб |
| КС-20-9 | 90 см | 10 см | 200 см | 2300 кг | 4010 руб |
| КС-25-9 | 90 см | 12 см | 250 см | 2200 кг | 16100 руб |
Для изготовления изделий каждого типа должно быть две части опалубки — наружная и внутренняя. Расстояние между ними прописано в ГОСТе, зависит от размеров кольца. Для армированных колец для колодца диаметром 70 см или 100 см это 7 см и 8 см соответственно, при изготовлении колец без закладки арматуры толщина стенок намного больше — 12 см и 14 см.

Для изготовления ж б колец требуются специальные формы
Кроме разных размеров есть еще разный профиль торцевой части колец — ровный и с замком. Замок — это выступ типа гребень-паз. Называют такие кольца пазогребневыми или замковыми. Поставленные друг на друга они хорошо сцепляются, их сложно сдвинуть при боковых нагрузках, что очень важно при устройстве колодцев любого назначения. Минус этого варианта — более сложные формы для бетонных колец — необходимо сформировать соответствующие ступеньки в торцах.
Технология изготовления бетонных и железобетонных колодезных колец
Для изготовления бетонных колец на производстве используют жесткий раствор с малым количеством воды, после заливки он обязательно подвергается вибрированию. Без этого процесса добиться однородности и высокой прочности невозможно. На производстве вибраторы встраиваются в стенки форм, при частном изготовлении можно воспользоваться погружными вибраторами для бетона. Это относительно небольшие устройства, корпус которых удерживают в руках, а вибробулава опускается в бетон. Длинна этой насадки должна быть достаточной чтобы достать практически до дна кольца.

Какой бетон использовать
Бетон для колодезных колец по прочности на сажтие используют не ниже B15 (класс M200). Состав жесткого бетона, который используют на производстве:
- цемент ПЦ500Д0 — 230 кг:
- песок средней зернистости (модуль крупности 1,5-2,3) — 900 кг;
- щебень фракции 5-10 мм — 1100 кг;
- пластификатор С-3 — 1,6 кг;
- вода — 120 литров.
На выходе получается кубометр бетона. Количество воды указано для песка влажность 4%. Если песок влажный, количество воды значительно уменьшается.

Как может выглядеть форма для производства жби колец
Что надо сказать, что в обычной бытовой бетономешалке типа «груша» такой сухой бетон вы не перемешаете. Для замеса надо использовать смеситель принудительного типа. Если его нет, делать более текучий бетон. Недостаток такого решения — необходимо выдерживать бетон в опалубке некоторое время (от 4 до 7 дней в зависимости от температуры). При наличии одной формы для бетонных колец, изготовление десятка бетонных колец может растянуться на месяца. Выход — сделать раствор настолько жестким, насколько это возможно и иметь не одну пару опалубки.
Армирование бетонных колец
Можно по всем правилам связать армирующее кольцо из ребристого прутка толщиной 8-10 мм — окружности, соединенные между собой вертикальными отрезками арматуры. Количество колец арматуры зависит от высоты кольца. Оптимальное расстояние между ними — 20-30 см. При высоте колодезного кольца 90-100 см делают три-четыре пояса армирования. Вертикальные отрезки устанавливают с шагом в 30-40 см. Их привязывают специальной вязальной проволокой.
К верхнему поясу армирования можно привязать петли, за которые можно будет бетонное кольцо кантовать при помощи подъемного оборудования.

Пример армирования железобетонного кольца
При установке армирующего пояса помните одну деталь: арматура должна располагаться в толще бетона. От металла до края изделия должно быть не менее 3-4 см. Потому на рисунке выше показано, что пояса армирования находятся не на поверхности, а значительно ниже. Примерно так и надо располагать арматуру.

Арматуру можно и сварить, но лучше — связать — более прочная получается конструкция
Самодельные бетонные кольца чаще армируют готовой стальной сеткой — толщина прутка не менее 4 мм, шаг 20 см. Ее отрезают нудной высоты и длинны, загибают в кольцо, края связывают проволокой. Такое армирование несколько хуже стандартного, но вполне достаточно для придания большей прочности.
Что дает вибрирование
Процесс вибрирования повышает прочность бетона на несколько классов (без изменения рецептуры). При обработке бетона он на глазах «садиться» из него выходят пузыри воздуха, более равномерно распределяется заполнитель и цемент. Обойтись без этой процедуры не получится — стенки будут рыхлые, будут протекать и быстро разрушатся.

Однако нельзя и переусердствовать — может произойти расслоение. Останавливают обработку тогда, когда усадка раствора прекратиться, поверхность станет гладкой и сверху появится цементное молочко.
Процесс изготовления
На ровную площадку или лист железа устанавливается наружная (внешняя) часть опалубки. Если изготавливается пазогребневое кольцо, вниз укладывается формирователь паза. На расстоянии 3-4 см от края опалубки выставляется армирующая сетка. Ставится внутренняя часть опалубки, фиксируется при помощи винтов к выступающим частям внешней опалубки (пальцам).
В установленную форму лопатами или каким-то приспособлением закидывается бетон. После того как кольцо заполнено, проводят вибрирование (в готовых формах это занимает 1-2 минуты). При необходимости (смотрят по усадке) бетон добавляют. После окончания вибрации поверхность кольца заглаживается мастерком. Если необходимо, устанавливают и вдавливают гребневое кольцо.
В промышленных условиях сразу же проводится разопалубка — для этого и используют жесткий бетон, чтобы можно было сразу же использовать комплект для изготовления следующего кольца. Для этого снимают пальцы, вынимают опалубку. Формирующий нижний паз пустотообразователь остается до схватывания бетона.
Как и из чего сделать формы для бетонных колец
Заводские формы делают из листового металла, усиливают ребрами жесткости. Толщина металла — 3-8 мм в зависимости от габаритов кольца.

Формы для колодезных колец чаще всего делают из металла
Из бочек с толстыми стенками
В домашних условиях выгнуть листовой металл с требуемым радиусом кривизны совсем непросто. Намного легче найти две толстостенные бочки с разными диаметрами. Диаметры должны отличаться на 14-16 мм. В таком случае толщина стенки получится 7-8 мм. Для колодезного кольца с армированием — то, что требуется.

Чтобы проще было с формой для железобетонных колец работать, можно две половинки скрепить дверными петлями
У бочек обрезают дно, внутреннюю часть делают выше примерно на 10 см — так удобнее. Чтобы можно было снимать опалубку с готового кольца, бочки распиливают вдоль на две части. Половинки надо надежно соединять. Сделать это можно по-разному:
- приварив уголки с просверленными дырками, стягивать болтами;
- сделать «ушки» в которые забивать клинья.
Чтобы внутреннюю часть не повело, к каждой половинке надо приварить несколько распорок, которые будут удерживать стенки от искривления.
Вставив одну часть опалубки в другую, выставляют их на одинаковом расстоянии одну относительно другой (замеряя зазор по кругу). В нескольких местах сверлят отверстия — под шпильки, которыми они будут фиксироваться. Шпильки — отрезки прутка с обоих сторон которых нарезана резьба. Отверстия располагают одно напротив другого, чтобы можно было надежно зафиксировать части опалубки.
В просверленные отверстия вставляют шпильки, затягивают гайками. При не очень большой толщине стенок формы для бетонных колец, скорее всего, придется подкладывать под гайки большие шайбы или вырезанные из металла пластины с отверстием — чтобы при заливке бетона форму не погнуло.
Из листового металла
При желании можно сделать формы для бетонных колец и из полосы листового металла и деревянных брусков, которые будут придавать опалубке жесткость. Отрезаете полосу нужной длинны — по длине окружности + 10 см на соединение. Ширина полосы — равна высоте кольца + 10 см. Внизу и вверху загибаете бортики по 5 см, по краю полосы делаете такой же бортик. В боковом бортике просверливаете отверстия под стягивающие болты. Верхний бортик надрезаете каждые 20-25 см (меньше, если диаметр кольца небольшой). Теперь полосу можно согнуть — получиться кольцо. Но оно очень нестабильное — «играет». Жесткости можно придать при помощи деревянного каркаса.

Формы для бетонных колец можно сделать из листовой стали
Из бруска нарезаете куски по 20-25 см длиной. Их крепите под бортик сверлите отверстие в металле, прикручиваете на саморезы отрезки брусков. При длине брусков в 20-25 см форма получится не круглой, а многогранной. Если для вас это критично, можно сделать надрезы чаще, короче напилить бруски. Укрепить также надо высоту. Для этого тоже используют бруски. Крепить их надо почаще — чтобы стенки не прогибались.
Если умеете пользоваться сваркой, можно пойти другим путем. Кроме листового металла понадобится профилированная труба квадратного сечения. Подойжет 15*15 мм или 20*20 мм. Сначала требуется согнуть по четыре одинаковых полудуги из профильной трубы. Четыре больших — для наружной опалубки и четыре поменьше — для внутренней. К дугам приварить вырезанные полосы металла.

Как основу использовать дуги из профильной трубы
Из деревянных досок или брусков
Если с деревом работать вам проще, можно собрать формы для жб колец из древесины. Их собирают из нешироких планок, внизу и вверху фиксируют при помощи кольца. Кольцо может быть из металла, например, из согнутой профилированной трубы. Ее на трубогибе можно выгнуть с требуемым радиусом кривизны.

Формы для производства колец можно сделать из древесины
Если бондарное искусство — ваш конек, можно дуги сделать тоже из древесины. Материал не столь важен. Важна прочность и жесткость полученной формы. Обратите внимание, что бортик крепится снаружи большей опалубки и изнутри меньшей.
Важно! Чтобы снималась опалубка легко, перед заливкой формы надо смазать. Если планируете использовать бетонные кольца для колодца с питьевой водой, использовать можно подсолнечное масло. Если предполагается какое-то техническое сооружение, можно в качестве смазки использовать отработку смешанную с машинным маслом или с ДТ (или чистое машинное масло).
Машина для изготовления колец из проволоки
Описание машины для формовки колец Данная машина применяется для производства колец, полуколец или дуги из стальной проволоки, железной проволоки, и т.д.
Характеристика: Гидравлический привод, бесступенчатое регулирование скорости импортные гидравлические компоненты: гидравлический двигатель «Denmark», мотор, масляный насос, электромагнитный клапан из Тайваня, декодер из Японии. цифровой экран и декодер для установки длины и резки Предварительная установка количество, автоматическая остановка после совершения количества. Гидравлическая система с функцией автоматической выгрузки, автоматическая разгрузка давления, в не рабочем режиме. Функция возвращения проволоки Гидравлический мотор для привода и резки, экономит энергию подпятник из 40Cr, настроенная и закаленная, твердость HRC 52-55, вал производится из 45# стали, настроенный. Валик для подачи и выравнивания из легированной стали, закаленный, твердость HRC 58-62.
Технические параметры:
| Параметры | DQ-06 | DQ-08 |
| Подходящие материалы | Углеродистая сталь, нержавеющая сталь | |
| Диаметр проволоки | 1-6мм | 2-8мм |
| Диаметр кольца | 35-750мм | 60-1000мм |
| Допуск по диаметру готового кольца | ±0.2мм | |
| Скорость подачи | 40м/мин | |
| Мощность главного приводного двигателя | Серводвигатель 2.2кВт | |
| Источник питания | 220В, одна фаза | |
| Производительность | Более 20шт/мин | |
| Размер машины | 1350×900×1450мм | 1980×900×1670мм |
| Вес машины | 580кг | 780кг |
Примечание: можно согласно запросу проектировать специальную машину.
Машина для формовки замкнутых/разомкнутых колец
Описание машины для формовки замкнутых/разомкнутых колец Данная машина специально предназначена для производства различных замкнутых колец или колец с небольшим отверстием. Разомкнутые кольца имеют гладкую поверхность.
Основные технические характеристики машины для формовки замкнутых/разомкнутых колец для ключей
| Параметры | Спецификации |
| Модель | QZ-5 |
| Подходящая проволока | Обычная стальная проволока, оцинкованная стальная проволока |
| Диаметр подходящей проволоки | 1.6-6.0мм |
| Диаметр готового кольца | 20-76мм |
| Скорость производства | 50-70шт/мин |
| Мощность главного приводного двигателя | 1.1кВт |
| Размер машины | Около 1180×760×1200мм |
| Вес машины | Около 500кг |
Описание Данная машина для формовки колец для ключей состоит из секции формования и секции прессования. Объединение этих двух секций обеспечивает высокую эффективность автоматического производства плоских колец для ключей.
Основные характеристики 1. Машина для формовки колец для ключей может работать в автоматическом режиме. 2. Шестерни машины изготавливаются из 40Cr. Они подвергаются отпуску и закалке, после чего их твердость достигает HRC 52-55. 3. Для изготовления продукции высокого качества рабочий вал изготавливается из закаленной стали марки 45. 4. Подающие, правильные и формные валки изготавливаются из стального сплава высокого качества. После термообработки твердость валков достигает HRC 58-62.











Как сделать кольцо-печатку
Изготовление уникального авторского перстня с печаткой возможно с помощью обыкновенной гайки. Для работы понадобятся болгарка, напильник, наждачная бумага (зернистость – от 220 до 600), напильник, нож, тиски.

- Зафиксировать гайку тисками и скруглить все стороны, кроме одной – оставить нетронутой для печатки.
- Сточить стороны, резьбу внутри, используя бормашину.
- Сгладить поверхность напильником, отполировать наждачной бумагой, пока получившееся изделие не станет матовым.
Узор на печатке делается способом гравировки.
Волочение проволоки и изготовление колец

Средневековые мастера-кузнецы составляли кольчуги не менее чем из двадцати тысяч колец от 6 до 13 мм в поперечнике при толщине проволоки 0,8. 2,0 мм. 600 м проволоки (в случае изготовления кольчуги из проволоки) требовалось для изготовления одной «железной рубашки».
Кольца обычно были одинакового диаметра; в позднем средневековье стали сочетать кольца разной величины, прикрывая наиболее уязвимые части тела мелким плетением.
Кратко технологию производства кольчуг можно описать следующим образом. На первом этапе мастеру необходимо было изготовить стальную проволоку. Применялся сутужный способ волочения, который заключался в том, что стальной пруток протягивался через ряд постепенно уменьшающихся отверстий в специальной стальной волочильной доске до получения проволоки нужной толщины. Для получения необходимой твёрдости и износостойкости волочильная доска закаливалась.

Приспособления для волочения проволоки: а – ручной рычажно-клещевой станок для волочения толстой проволоки, XIV–XV вв.; б – волочение проволоки на приспособлении с качающимся сидением; в – устройства для волочения («Пиротехния» Бирингуччо) (а – вертикальный ворот;б – волочильная скамья с горизонтальным воротом; в – тонковолочильный станок (использовался в ювелирном деле))
К потолку мастерской перед волочильной доской подвешивались качели. Мастер – волочильщик садился на качели, захватывал клещами, закреплёнными на специальном поясе (в средневековой Англии мастер-волочильщик так и назывался «поясник» (girdle-man), просунутый в первое отверстие доски раскалённый железный пруток (предварительно откованный из железной крицы) и отталкивался ногами от столбов, протягивая пруток в отверстие. Затем он сгибал ноги, возвращался на прежнее место и, перехватив клещами пруток, снова протягивал его в отверстие волочильной доски. В результате пруток становился немного тоньше. Затем мастер переходил к следующему отверстию. При таком способе волочения использовались более сильные мышцы ног, что позволяло получать достаточно толстую проволоку, пригодную для плетения кольчуги.
Для того чтобы из прутка сечением 5 мм вытянуть проволоку сечением менее 2 мм, требовалось пройти не менее 30 отверстий. В процессе волочения проволоку периодически накаливали в специальных горнах, придавая ей необходимую мягкость. Зачастую волочение производили в несколько стадий: сначала делали толстую проволоку с помощью ручного рычажно-клещевого станка, затем её диаметр уменьшали на приспособлении с качающимся сиденьем, а, если надо было получить ещё более тонкую проволоку, то использовали волочильную скамью с горизонтальным воротом.
Вытянув проволоку нужной длины, приступали к изготовлению колец. Проволоку навивали на круглую оправку. Образовавшуюся спираль разрубали по одной стороне, в результате чего получались круглые разомкнутые кольца одинакового диаметра. Половину колец сваривали.

Изготовление кольчуги и необходимый инструмент: 1 – стержень для навивки и нарезания колец; 2 – устройство для завода концов у колеи друг на друга; 3 – расплющиватель; 4 – прокалыватель отверстий под заклепки; 5 – готовые кольца и образец кольчужного плетения «4 в 1» (а – каждые пять колец соединяются в цепочку и вторая такая же цепочка раскладывается параллельно первой; б – параллельно расположенные цепочки соединяются между собой новыми кольцами и т.д.)



Кольцо с камнем своими руками
Украшения с камнями делаются на специальной круглой основе, которую можно купить в рукодельном магазине.
Необходимые материалы для изготовления:
- натуральный или искусственный камень;
- основа;
- прочный клей;
- рукодельная краска, кисточки, фольга;
- проволока – при желании.

Чтобы сделать кольцо с александритом, изумрудом, бриллиантом или любым другим драгоценным или полудрагоценным камнем, нужно нарисовать имитацию оправы внизу камня, приклеить его к основе оставить и сохнуть на период от 7 до 10 часов. Если камень искусственный, после приклеивания его и основу можно оплести проволокой и покрасить.
Станок для изготовления колец из проволоки
О П И С А Н И Е
К ABTQPCKQRAY СВИДЕТЕЛЬСТВУ,:;о;ов Советских
Реск) .)лик (61) Дополнительное к авт. свид-ву (22) Заявлено 16.08.76 (21) 2399912/25-12
1 (51) М. Кл в В 21F
37/02 с присоединением заявки №
Государственный комитет (23) 11риоритет
А. H. Кузькин и А. C. Карамышев
Волгоградский завод строительпых материалов изобоетенпя (71) Заявитель (54) СТАИОК ДЛЯ ИЗГОТОВЛЕИИЯ КОЛЕЦ
Изобретение относится к устройствам для изготовления кольцевых деталей из проволоки, например арматурных колец разного диаметра, и может быть использовано на заводах стройматериалов. 5
Известно устройство для вальцовки и отрезки колец из проволоки (1), включающее опорный и вальцовочный ролики, причем вальцовочный ролик снабжен резцом. Проволока наматывается на вальцовочный ролик 10 и обрезается.
Однако при изготовлении колец разного диаметра необходима перенастройка устройства, т. е. замена вальцовочного ролика на другой диаметр. На каждый размер 15 кольца необходимо иметь вальцовочный ролик.
Необходимость в перенастройке устройства снижает его производительность, так как большое количество вальцовочных ро- 20 ликов делает ее дорогостоящей и немобильной в условиях единичного или мелкосерийного производства.
Извсстен также станок для изготовления колец из проволоки (2), содержащий уст- 25 ройства для подачи и резки проволоки, устройство для электроконтактной сварки и кольцеобразующий механизм, выполненный в виде двух шарнирных, поворачивающихся íà 180 рычагов, снабженных механиз- 30 мом “”àõâàòà. Такой станок позволяет изготавливать кольца разного диаметра без псреналадки станка.
Недостатком станка является периодичность его работы. Проволока мерной длины подается в кольцеобразующий механизм только после завершения цикла изготовления очередного кольца, что снижает производительность. Кроме того, станок имеет ограниченный диапазон изготовляемых колец в области малых диаметров и он зависит от диаметра проволоки, так как рычаги, изгибающие проволоку, работают в районе упругой деформации проволоки.
Цель изобретения — расширение технологических возможностей и повышение производительности.
Это достигается за счет того, что в станке для изготовления колец из проволоки, содержащем механизмы подачи, правки и мерной резки проволоки, кольцеобразующий механизм и приспособление для электроконтактной сварки, кольцеобразующий механизм состоит из ведущего и смонтированного на рычаге прижимного роликов и гибкой направляющей регулируемой длины, причем рычаг выполнен с возможностью фиксации в различных положениях и смонтирован с ведущим роликом соосно, при этом ведущий ролик имеет токоподвод и
621430 образует с прижимным роликом один из электродов приспособления электрокяп актной сварки, в котором другой электрод также выполнен в виде ролика, ось вращения которого перпендикулярна осям вращения ведущего и прижимного роликов.
На фиг. 1 представлен общий вид станка для изготовления колец; на фиг. 2— разрез А — А на фиг. 1.
Станок состоит из механизма 1 для подачи, правки и мерной резки проволоки на заготовки 2 длиной, равной развернутой длине изготавливаемого кольца плюс величина пахлеста для сварки, кольцеобразующего механизма, который содержит ведущий ролик 3, прижимной ролик 4 и гибкую направляющую 5, выполненную, например, из втулочно-роликовой цепи со сточенными заподлицо с втулками пластинками со стороны выхода готового кольца (прижимной ролик 4 закреплен на рычаге 6, свободно посаженном на корпус 7 опоры ведущего ролика 3 и имеет возможность фиксироваться, например, на круговом секторе 8 фиксатором 9 в необходимом поло>кении) и фильеры 10, сквозь которую подается конец заготовки в межроликовое пространство 11.
Гибкая направляющая снабжена регулятором 12 развернутой длины для получения определенного диаметра изготавливаемого кольца. Заготовка 2 располагается по мере подачи внутри гибкой направляющей 5.
Устройство для электроконтактной сварки состоит из пневмоцилиндра 13, закрепленного на оси 14 прижимного ролика 4, штока 15, на одном конце которого закреплена токоподводящая шина 16, на другом конце свободно посажен сварочный ролик 17 для сварки концов заготовки 2 между сварочным роликом 17 и ведущим роликом 3, ток к которому подводится шиной 18.
Работает станок следующим образом.
В подающий правильно-отрезной механизм 1 заправляется конец проволоки, и счетный механизм устанавливается на отрез заготовки определенной длины, равной развернутой длине будущего кольца плюс величина нахлеста под сварку.
Качающийся рычаг 6 фиксируется фиксатором 9 на круговом секторе 8 в соответствующем положении для получения такой степени загиба заготовки, чтобы она за счет своей упругости прижималась к внутренней стороне гибкой, регулируемой по длине направляющей 5, длина которой равна развернутой длине кольца и регулируется регулятором 12 развернутой длины. Сварочный ролик 17 должен находиться в нижнем положении, причем расстояние между его образующей и буртами ведущего 3 и прижимного 4 роликов должно быть меньше двух диаметров проволоки для получения сварочного давления.
Гравировка
Обычно ее делают на обручальных кольцах, но она хорошо смотрится на любых металлических вещах.
Для изготовления гравировки в домашних условиях потребуются:
- бесцветный лак для ногтей;
- жидкость для его снятия;
- зубочистка;
- стакан соленой воды (2 ст.л., можно добавить ложку соды);
- зарядное устройство для телефона.
Чтобы сделать самому гравировку на кольце, нужно:
- Покрыть изделие лаком.
- Нарисовать зубочисткой желаемый узор, написать текст.
- Тщательно размешать соль в воде, положить в стакан другой металлический предмет (ложку, пластину) и опустить украшение местом, куда нанесена гравировка.
- Присоединить зарядник плюсовым выводом к колечку, минусовым – к предмету в воде, включить на время от 1 до 5 минут. Так начнется реакция травления – жидкость забурлит и потемнеет.
- Вынуть кольцо и стереть лак.
Чтобы гравировка была ровной и аккуратной, необходимо предварительно потренироваться на других предметах.
Станок для изготовления колец из проволоки
Номер патента: 621430




Текст
Читайте также: