
Иммерсионное золото что это
Опубликовано: 16.04.2024
Иммерсионное золочение. Вступлением к описанию технологии FunChrome Gold Immersion могут послужить слова:
Простота – высшая мудрость. С. Джобс

Золочение никелированных металлических изделий по технологии FunChrome Gold Immersion
Назначение
Раствор иммерсионного золочения FunChrome Gold Immersion предназначен для нанесения тонкого слоя (до 0,25 мкм.) чистого золота 24 карата (пробы 999,9).
Имеет ряд особенностей:
- Изделие, покрываемое золотом должно быть металлическим;
- На металлическое изделие должен быть предварительно нанесен слой никеля;
- Не требует абсолютно никакого оборудования и предварительных навыков – достаточно опустить покрываемую деталь в раствор золочения FunChrome Gold Immersion – через 5 минут у Вас в руках золотой результат!
- Золотое покрытие, получаемое в результате, отличается повышенными качественными характеристиками (стойкость к истиранию и различного рода воздействиям) и превосходит обычные золотые покрытия;
- Технология иммерсионного золочения опровергает сложившийся стереотип о дороговизне покрытий чистым золотом. Ведь используя всего лишь 250 гр. рабочего раствора иммерсионного золочения FunChrome Gold Immersion можно “позолотить” до 0.6 м 2 !
FunChrome Gold Immersion – самый дешевый и простой способ золочения металлов при полном отсутствии отходов и вредности!
Сфера применения
Нанесение золотых покрытий как в производственных, так и домашних условиях на изделия из металлов с предварительно нанесенным никелевым покрытием…
Изделия после нанесения золотого слоя можно подвергать полировке для повышения зеркальности покрытия (согласно технологической инструкции). Золотое покрытие FunChrome Gold Immersion интегрируется в структуру никелевого подслоя (процесс иммерсии), за счет чего покрытие имеет очень высокие адгезионные и качественные характеристики.
Технологический процесс не требует специализированных производственных условий – золочение металлов без проблем проводится в домашних условиях. Влияние человеческого фактора практически сведено к нулю. После нанесения золота покрытие поддаётся полировке с целью увеличения зеркальности (блеска)

Золочение никелированных металлических изделий по технологии FunChrome Gold Immersion
Для предварительного нанесения никелевого покрытия можно использовать как готовые материалы для химического никелирования FunChrome Nickel, так и технологический процесс с самостоятельным приготовлением рабочих растворов FunChrome Nickel teh.
Раствор FunChrome Gold Immersion не содержит цианистых и других высокотоксичных соединений!
Стоимость раствора для иммерсионного золочения металлов
FunChrome Gold Immersion составляет 10 465 руб.
В качестве постскриптума хотелось бы изложить краткую последовательность действий при нанесении золотых покрытий на металлы.
Итак, иммерсионное золочение металлов выглядит так:
- Покрываемое изделие обезжиривается;
- Наносим подслой никеля при помощи комплекта для химического никелирования FunChrome Nickel. Необходимое оборудование – емкость для рабочего раствора, плитка (газовая или электрическая) и термометр;
- Деталь с нанесенным никелевым покрытием промываем дистиллированной водой и сушим;
- Погружаем в рабочий раствор для золочения металлов FunChrome Gold Immersion. Никакого оборудования не требуется;
- Получаем готовое позолоченное изделие.
Затраты на материалы выглядят следующим образом:
- Комплект материалов для никелирования FunChrome Nickel – 9 972 руб.;
- Раствор иммерсионного золочения металлов FunChrome Gold Immersion – 10 465 руб.;
- Доставка по России – 1000 руб.
ИТОГО: 21 437 руб. Затратив эту сумму на материалы, можно нанести золотое покрытие из чистого золота 24 карата на поверхность до 0.6 м2!

Технология золочения методом пульверизации (распыления) FunChrome Gold
О технологии золочения FunChrome Gold. Требования к организации технологического процесса золочения пульверизацией. Краткий технологический процесс FunChrome Gold.…

Электрохимическая полировка металлов FunChrome Polish
Электрохимическая полировка металлов- технологический процесс, по большому счету, выполняющий подготовительные функции перед нанесением металлических покрытий. Все дело в том, что…
Чистка серебра, мельхиора, меди. FunChrome Cleaner
Чистка серебра - процесс, давно вошедший в обыденную жизнь. Серебряные изделия очень давно и прочно вошли в нашу жизнь. В…

Технология химической металлизации FunСhrome Him. Met.
Химическая металлизация серебром может использоваться для нанесения токопроводящего слоя в технологическом комплексе FunChrome Make Химическая металлизация серебром, основанная на реакции…
Иммерсией в химической науке называют процесс восстановления металлов из раствора на отрицательно заряженных поверхностях. Во время иммерсии атомы металла данной поверхности замещаются частицами металла, находящимися в растворе. Иммерсия стала популярным способом нанесения сверхтонкого слоя одного металла на другой. Классическим примером иммерсии может служить иммерсионное золочение.
Иммерсионное золочение используется, когда нужно получить золотое покрытие на радиоэлектронных компонентах: печатных платах, корпусах микросхем, любых небольших по размеру деталей. Процесс золочения состоит в замещении металла, являющегося покрытием печатной платы на золото. Обычно при иммерсионном золочении золото напыляется на покрытие химическим никелем. Толщина покрытия растет до того момента, когда вся обрабатываемая поверхность не покроется золотом. Как только это происходит, реакция прекращается. Методом иммерсионного золочения создают покрытия толщиной до 0,2 мкм золотом в 24 карата. Приведем рецепт электролита, используемого и для обычного иммерсионного золочения, и для комбинации иммерсионного и химического методов золочения.
Финишные покрытия, получившиеся в результате иммерсионного золочения, обладают малой пористостью. Кроме того у них самые лучшие параметры по паяемости и хорошая развариваемость, что дает возможность неоднократно проводить пайку и обеспечивает паяемость после долгого хранения. Помимо этого, площадки контактов, покрытые иммерсионным золотом, лежат в одной плоскости, что имеет большое значение при выполнении монтажа радиодеталей с коротким шагом выводов. Процедура нанесения иммерсионного покрытия достаточно сложна. Требуется чистая медная поверхность, где нет паяльной маски. Стоимость процесса выше, стоимости других видов покрытий. Но несмотря на все это, иммерсионное покрытие хорошо воспринимается пользователями печатных плат, поэтому, несмотря на дорогую цену, покрытие широко распространено в печатных платах повышенной сложности, произведенных по технологии без применения свинца. Время процесса в зависимости от требуемой толщины слоя колеблется от пяти секунд до нескольких минут. Материалом для ванны в случае иммерсионного золочения служит, как правило, стекло или сталь.


Рецепт электролита для иммерсионного золочения:
• Калий железосинеродистый - 15 грамм/литр
• Натрия фосфат - 7,5 грамм/литр
• Калия карбонат - 4 грамм/литр
• Золото - 1,2 грамм/литр
• Натрия сульфат - 0,15 грамм/литр
Осаждение происходит со скоростью 1,5 мкм/час. Температура электролита составляет 70оС.
ENIG - химический никель/иммерсионное золото
ENIG напыление это тончайшая золотая пленка, напыляемая на слой никеля (4 – 5 мкм). Золотой слой является отличным финишным покрытием, так как обладает хорошей растворяемостью в припое, не тускнеет, не окисляется. История ENIG-процесса началась в 90-х с целью найти альтернативу покрытию HASL, дающую большую копланарность, с сохранением уровня паяемости.
Иммерсионное золото может быть нанесено либо на чистую медь без никелирования, либо на медь, никелированную химическим методом. Слой золотого напыления обеспечивает высокую паяемость и защищает никель от коррозии, благодаря ровному нанесению и малой пористости. Никель в этой комбинации металлов является преградой между золотом и медью, не давая им взаимно диффундировать и предотвращая окисление меди. Отличная адгезия иммерсионного золота к никелевому слою, позволяет наносить его как до, так и после паяльной маски.
По требованиям стандарта, рекомендуется толщина никелевого слоя от 2,5 до 5,0 мкм, а слой иммерсионного золота должен составлять от 0,08 до 0,23 мкм.
Надо сказать, что большая часть металлов, которые наносятся на подложку электрохимическим и химическим методами, годятся для выполнения бессвинцовой пайки, но достаточной долговечностью они не отличаются. Срок их службы обычно не превышает полугода. Свойства материалов, нанесенных иммерсионным методом с течением времени ухудшаются. Иммерсионное золочение имеет негативные процессы во влажной среде или при увеличении температуры. Следует избегать физических контактов со слоем, нанесенным иммерсионным способом во избежание ухудшения паяемости.

Иммерсионное золото - это один из способов обработки поверхности печатных плат. В этой статье представлены основные знания, принципы и процесс обработки иммерсионного золота.
Что такое иммерсионное золото для печатных плат?
Оглавление
- Что такое химическое нанесение покрытия?
- Что такое Immersion Gold?
- Зачем нам PCB Immersion gold?
- Каковы преимущества использования печатных плат с иммерсионным золотом?
- Когда использовать иммерсионную обработку поверхности золотом при проектировании печатных плат?
- Принцип и процесс иммерсионного золота.
- Анализ типичных дефектов процесса иммерсионного золота.
1. Что такое химическое нанесение покрытия?
Гальваническое покрытие - это процесс осаждения металла посредством контролируемой окислительно-восстановительной реакции при катализе металла.

2. Что такое PCB Immersion Gold?
PCB Иммерсионное золото - это метод химического осаждения, при котором на поверхности чистой меди печатной платы образуется металлическое паяемое покрытие в результате химической реакции окисления-восстановления.
3. Зачем нам PCB Immersion gold?
Медь на печатной плате в основном состоит из красной меди, и медные паяные соединения легко окисляются на воздухе, что приводит к плохой проводимости, то есть к плохому поеданию олова или плохому контакту, что снижает производительность печатной платы.
Затем необходимо выполнить поверхностную обработку печатных плат на медных паяных соединениях.Золото может эффективно блокировать металлическую медь и воздух и предотвращать окисление.Поэтому иммерсионное золото - это метод антиокислительной обработки поверхности, который должен покрывать поверхность меди. со слоем золота в результате химической реакции.

4. Каковы преимущества использования печатных плат с иммерсионным золотом?
1. Иммерсионная золотая пластина имеет яркий цвет, хороший цвет и хороший внешний вид.
2. Кристаллическую структуру, образованную иммерсионным золотом, легче сваривать, чем другие виды обработки поверхности печатных плат, она может иметь лучшие характеристики и обеспечивать качество.
3. Поскольку на плате с иммерсионным золотом есть только никель и золото, это не повлияет на сигнал, потому что передача сигнала осуществляется на медном слое.
4. Металлические свойства золота относительно стабильны, кристаллическая структура более плотная, и реакция окисления протекает нелегко.
5. Поскольку на контактных площадках погружной золотой платы есть только никель и золото, паяльная маска на схеме и медный слой соединяются более плотно, и нелегко вызвать микрокороткое замыкание.
6. Проект не повлияет на расстояние во время компенсации.
7. Напряжение погружной золотой пластины легче контролировать.
8. Для плат с высоким спросом требования к плоскостности лучше. Как правило, используется иммерсионное золото, а иммерсионное золото обычно не появляется в виде черной подушки после сборки.

5. Когда использовать иммерсионную обработку поверхности золотом при проектировании печатных плат?
При проектировании печатных плат стоимость иммерсионного золота относительно высока, и процесс иммерсионного золота не требуется при нормальных обстоятельствах. Итак, как нам отличить, какая плата PCBA требует иммерсионного золота, а какая плата не требует иммерсионного золота? Его можно проанализировать и оценить по следующим ситуациям.
1. На доске есть золотые пальцы, которые необходимо покрыть золотом, но все области, кроме золотых пальцев, можно погрузить в золото, что является обычным процессом «иммерсионное золото + позолоченные пальцы». Иногда некоторые дизайнеры выбирают метод погружения в золото целиком, чтобы сэкономить деньги или время. Достигните цели, но иммерсионное золото не может достичь толщины золотого покрытия, если золотые пальцы часто вставляются и отслаиваются, соединение будет плохим.
2. Недостаточная ширина линии платы / расстояние между площадками. В этом случае часто бывает трудно произвести с использованием процесса распыления олова, и есть больше коротких замыканий, таких как оловянные мостики. Поэтому для производительности платы использование иммерсионного золота в принципе не произойдет. Происходит.
3. Печатная плата иммерсионным золотом или золотым покрытием. Поскольку на поверхности контактной площадки имеется слой золота, ее паяемость хорошая, а характеристики платы также стабильны. Для других печатных плат не нужно выбирать процесс иммерсионного золота, чтобы сократить расходы. Другое дело, если у вас есть требования к паяемости и электрическим свойствам платы.
4. Недостаток заключается в том, что иммерсионное золото для печатных плат дороже, чем обычное напыление олова, и обычно оно дороже, если толщина золота превышает толщину традиционного завода по производству пластин. Золочение дороже, но работает хорошо. Со сваркой проблем нет.
6. Принцип и процесс иммерсионного золота.
1. Отверстие → Обезжиривание → Промывка → Микротравление → Промывка → Предварительное замачивание → Активация → Промывка → Иммерсионный никель → Промывка → Иммерсионное золото → Промывка → Сушка
2. Завершите отверстие, чтобы деактивировать оставшийся палладий в отверстии без сквозных отверстий, чтобы предотвратить осаждение никеля и золота.
3. Обезжиривание, используемое для удаления легкой смазки и оксидов с медной поверхности, очистки медной поверхности и повышения смачиваемости.
4. Микротравление, кислотный раствор для микротравления персульфата натрия используется для придания шероховатости поверхности меди и увеличения адгезии между медью и химическим слоем никеля. При производстве иммерсионного никелевого золота также используется сернокислый пероксид водорода или кислый раствор персульфата калия для микротравления.
5. Предварительное замачивание, поддержание кислотности резервуара активации и поддержание поверхности меди в свежем состоянии (без оксида), введите в резервуар активации.
6. Активация. В электрохимической последовательности медь находится за никелем, поэтому поверхность меди должна быть активирована, прежде чем можно будет проводить химическое никелирование. Большинство производителей печатных плат активируют его, сначала создавая заменяющий слой палладия на поверхности меди.
7. Никель осаждается на поверхности чистой меди при активации палладия. Когда иммерсионное золото покрывает каталитический кристалл палладия, автокаталитическая реакция будет продолжаться до тех пор, пока не будет достигнута необходимая толщина слоя никеля.
8. Погрузите золото, нанесите тонкое золото на поверхность активного никеля с помощью реакции химического замещения. Когда поверхность печатной платы покрывается слоем никеля и помещается в резервуар для золота, на поверхность никеля воздействует жидкость резервуара, чтобы растворить ионы никеля. Два выброшенных электрона получают ионы цианида золота, а на поверхность никеля наносится слой золота. Можно видеть, что растворение одного атома никеля может привести к осаждению двух атомов золота, и поскольку на слое золота много пор, хотя поверхность покрыта слоем золота, пористая поверхность никеля все еще может растворяться. и осаждение продолжается. Слой золота становится все медленнее и медленнее. Следовательно, толщина тонкого слоя иммерсионного золота, образованного реакцией замещения, обычно может достигать предела за 20-30 минут.

7. Анализ типичных дефектов процесса иммерсионного золота
1. Покрытие утечек
Причина: активность никелевого цилиндра и палладиевого цилиндра относительно недостаточна, что не может соответствовать потенциальной энергии реакции положения подушки, что вызывает остановку химической реакции осаждения никеля на полпути, или металлическое золото никель не осаждается на все.
2. Диффузионное покрытие
Причина 1: Высокая активность никелевого цилиндра приводит к плохой селективности, что не только вызывает химическое осаждение на поверхности меди, но также химическое осаждение в других областях (таких как подложка, сторона зеленого масла и т. Д.), Вызывая осаждение в места, которые не должны храниться. Химическое никелевое золото.
Причина 2: необходимо различать, вызвано ли это внешним загрязнением или остатками (такими как медь, зеленое масло и т. Д.). Если да, удалите плату горизонтальным микротравлением или другими методами.
3. Отклонить золото
Причина: разделение слоя золота и слоя никеля указывает на то, что сила связи между слоем никеля и слоем золота очень низкая, а аномалия поверхности никеля вызывает отторжение золота.
4. Выбросьте никель
Причина: предыдущий процесс обработки никелевого цилиндра некачественный, или поверхностные примеси меди (включая остатки сырого масла) не могут быть удалены, и это повлияет на силу сцепления между слоем никеля и поверхностью меди, что приведет к отторжению никеля.
5. Золото на сквозных отверстиях
Причина: слишком много палладия при прямом гальваническом или химическом осаждении меди, или активность никелевого цилиндра слишком высока.
6. Шероховатая золотая поверхность
Причины: шероховатая медная поверхность, нечистая медная поверхность и дисбаланс никелевого резервуара, вызванный медным покрытием.
7. Угловая плоская обшивка
Причины: локальная циркуляция никелевого цилиндра слишком быстрая, температура никелевого цилиндра локально слишком высока, а концентрация никелевого стабилизатора цилиндра слишком высока.
8. Плохой золотистый цвет
Причины: слишком много стабилизатора для золотого цилиндра, серьезная недостаточная толщина золотого слоя, слишком долгий срок службы золотого цилиндра или неправильная промывка.
Аркадий Медведев
Юрий Набатов
Петр Семенов
Светлана Шкундина
Необходимость использования иммерсионного золочения для пайки обусловлена рядом причин. В первую очередь, это альтернатива металлургическим покрытиям под пайку. И хотя горячее лужение (HASL-процесс) или оплавление гальванического сплава олово-свинец обладают лучшей паяемостью, они оставляют на плате наплывы, мешающие нанесению пасты и установке мелких компонентов. Кроме того, мощный термоудар, который испытывают платы при лужении и оплавлении, травмирует их, снижает ресурс по обеспечению надежности межсоединений. Но увеличение плотности компоновки печатных узлов за счет использования BGA-компонентов с малым шагом выводов и чип-компонентов в микрокорпусах потребовало плоских монтажных поверхностей. Именно это обусловило применение финишных покрытий, обеспечивающих сочетание хорошей паяемости и плоской поверхности для установки и пайки высокоинтегрированных компонентов. В числе плоских финишных покрытий иммерсионное золочение – не единственное покрытие. Но пока что оно занимает лидирующие позиции по распространенности в изделиях ответственного применения (таблица) [1].
Таблица. Распространенность финишных покрытии на мировом рынке печатных плат
| 2000 | 2003 | 2005 | 2008 | 2011 | |
| HASL-процесс | 65% | 62% | 54% | 45% | 25% |
| ИК-оплавление | 3% | 2% | 2% | 1% | 1% |
| Органическое покрытие (бытовые изделия) | 10% | 11% | 12% | 12% | 12% |
| Иммерсионное золото по никелю | 14% | 16% | 19% | 26% | 30% |
| Иммерсионное олово с барьерным подслоем | 1% | 3% | 8% | 11% | 28% |
| Другие покрытия | 7% | 6% | 5% | 5% | 4% |
| Всего | 100% | 100% | 100% | 100% | 100% |
Само покрытие представляет собой композицию из меди контактной площадки, подслоя химически осажденного никеля и иммерсионно осажденного золота. Тонкий слой золота толщиной 0,05-0,1 мкм несет единственную функцию – защитить никель от окисления для последующей пайки. При пайке оно быстро растворяется в припое, при этом обнажается свежая поверхность никеля для смачивания припоем.
Всякий иммерсионный процесс состоит в реакции замещения одного металла другим из раствора. Поэтому толщина иммерсионного золота в данном случае принципиально не может быть большой: как только поверхность никеля будет закрыта золотом, ее взаимодействие с раствором для реакции замещения прекратится. Это значит, что все участки поверхности никеля будут обязательно покрыты золотом, пока они свободны для реакции замещения, а также что, несмотря на чрезвычайно малую толщину иммерсионно осажденного золота, его сплошность гарантируется самим механизмом процесса.
Иммерсионное золото можно было бы осаждать и прямо на медь контактной площадки, но их взаимная диффузия приводила бы к быстрой потере паяемости из-за превращения тонкого слоя золота в интерметаллоид CuXAuY, который не растворяется в припое. Барьерный подслой никеля толщиной 3-6 мкм предотвращает этот процесс диффузии и потерю паяемости.
Иммерсионное золото с подслоем никеля (Electroless Nikel/Immersion Gold, ENIG) позволяет проводить несколько циклов перепаек и гарантирует паяе-мость в течение 6 месяцев [3]. Это покрытие имеет плоскую контактную поверхность и хорошо смачивается припоем при правильном подборе флюса.
Иммерсионное золото можно также использовать как покрытие под накрутку, покрытие для контактов нажимного типа, для разъемов с нулевым усилием сочленения (контактирование без трения), для разъемных соединителей при условии их сочленения/расчленения не более пяти раз [3].
Последовательность процесса нанесения иммерсионного золота с подслоем химического никеля [2]:
- кислая очистка;
- микротравление;
- активация;
- химическое осаждение подслоя никеля;
- нанесение иммерсионного золота.
Кислый очиститель удаляет масла, окислы, отпечатки пальцев с медных поверхностей. Он не оказывает воздействия на паяльную маску, краски, эпоксифенольные подложки. Микротравитель равномерно подтравливает медную поверхность, что дает отличную адгезию с никелем при его последующем осаждении.
Активатор – коллоидный палладиевый. Такой активатор полностью катализирует медную поверхность, не затрагивая диэлектрики. Использование активатора гарантирует получение плотного никелевого осадка при последующей обработке платы в ванне химического никелирования. Раствор химического никелирования дает качественное полублестящее покрытие сплавом никель-фосфор с хорошей пластичностью и отличной адгезией к медной поверхности контактной площадки (рис. 1) [2].

Рис. 1. Покрытие никель-фосфор, полученное из раствора химического никелирования КЕМ НИ 6000 (увеличение 10 000)
Из раствора иммерсионного золочения должен получаться плотный, мелкокристаллический, блестящий золотой осадок 24-каратного золота (рис. 2) [2].

Рис. 2. Плотное 24-каратное покрытие золотом, полученное из раствора иммерсионного золочения КЕМ А 3000
Исследования, проведенные в [4] и подтвержденные практикой работы ПТК ПП ГРПЗ, показали, что явление «черная контактная площадка» связано с чрезмерной коррозией никеля в процессе иммерсионного осаждения золота. Если кристаллическая структура осажденного никеля имеет вид, отличный от нормального (рис. 1), с большими меж-кристаллитными прослойками, как показано на рис. 3, это означает, что не вся поверхность никеля участвует в обменных реакциях с раствором золочения, а сами инородные прослойки, не покрытые золотом, являются причиной зарождения очагов коррозии (рис. 4).

Рис. 3. Кристаллическая структура химически восстановленного никеля с большими межкристаллитными прослойками

Рис. 4. Черная поверхность никеля (изображение увеличено)
Что провоцирует образование чрезмерно больших межкристаллитных прослоек?
Известно, что при образовании кристаллической структуры все инородные для кристалла компоненты вытесняются в пространство между кристаллами – в межкристаллитные прослойки. В данном случае фосфор, сопровождающий реакцию химического восстановления никеля, может образовывать с никелем твердый раствор, а может и вытесняться в межкристаллитное пространство. Мелкокристаллическая структура никеля с межкристаллитными прослойками образуется при содержании фосфора до 7%. При большем содержании фосфора – от 7 до 12% -структура никелевого слоя приобретает аморфную форму, а значит, не имеет кристаллической структуры и межкристаллитных прослоек. В этом случае реакция замещения никеля золотом происходит равномерно по всей поверхности с хорошей укрывисто-стью, что предотвращает процессы окисления никеля. Из этого возникает первая рекомендация: чтобы предотвратить образование «черной контактной площадки» при химическом никелировании, следует обеспечивать максимальную концентрацию фосфора.
Поверхностные процессы окислительно-восстановительных реакций, так или иначе, связаны с градиентами электрохимических потенциалов. Поэтому всякая неоднородность поверхности, включая краевые эффекты, недопустима для равномерной укрывистости золотом. И всякое локальное непрокрытие влечет опасность возникновения «черной контактной площадки». Отсюда вторая рекомендация: поверхности, подлежащие иммерсионному золочению, должны быть максимально сглажены, этого можно достичь при выполнении операции микротравления.
Процесс восстановления золота сопровождается растворением никеля, то есть это процесс коррозии никеля. При большой скорости реакции процесс замещения может оказаться несбалансированным, коррозия никеля может стать преобладающей, и под золотом уже образуется черная, пока не заметная глазу поверхность никеля. Предлагаемые рынком готовые процессы и растворы для иммерсионного золочения [5] предусматривают в своем составе компоненты, притормаживающие окислительно-восстановительный процесс. Третья рекомендация: нужно использовать надежных проверенных поставщиков химических процессов и материалов.
Общие рекомендации по обеспечению устойчивости процесса иммерсионного золочения:
- Большинство производителей используют комбинированный позитивный метод, предусматривающий применение металлорезиста в виде олова для избирательного травления меди. Для последующего нанесения маски и иммерсионного золочения его удаляют. Важно, чтобы его удаление и последующая промывка были полными, иначе остатки металлорезиста могут стать причиной локальной коррозии меди с распространением ее на последующие слои никеля. Для тентинг-метода нужно предусмотреть тщательное проявление и отмывку фоторезиста, не допуская наличия вуали.
- Подготовка поверхности под иммерсионное золочение, как уже было сказано выше, является основополагающей операцией обеспечения необходимой морфологии наносимых потом покрытий никеля и золота. Гарантированные результаты дают растворы микротравления [2, 5]. При микротравлении поверхность меди активируется за счет удаления верхнего «отравленного» слоя и получает микрошероховатость, обеспечивающую хорошую адгезию никеля. Равномерная активация поверхности меди способствует равномерному осаждению палладия за счет реакции замещения, а это, в свою очередь, обеспечивает равномерное осаждение никеля. Важно, что за этим должна следовать тщательная отмывка металлизируемой поверхности для предотвращения попадания палладия в раствор никелирования, что привело бы к разрушению раствора.
- При осаждении никеля важно предотвратить высокую скорость осаждения, что порождает толстые и глубокие межкристал-литные образования – причины коррозии. Для этого необходимо точно поддерживать рН раствора в пределах ±0,1. То же относится к точности поддержания температуры раствора – ±1 °C при общей температуре раствора в пределах 85^90 °C. В процессе работы раствор никелирования требует постоянного пополнения никелем и восстановителем. Поэтому ванны никелирования целесообразно оснастить системой автоматического дозирования и управления рН и температурой.
- Для обеспечения стабильности процесса никелирования в составе раствора предусмотрено наличие стабилизатора. Контроль содержания стабилизатора должен являться частью ежедневного обслуживания ванны химического никелирования. Активное перемешивание раствора способствует доставке стабилизатора к металлизируемой поверхности, компенсирующей его дефицит.
- Равномерность и скорость осаждения золота обеспечивается поддержанием его концентрации в растворе и температурой раствора. Слишком высокая температура ведет к неравномерному осаждению золота и нежелательному ускорению окислительно-восстановительных реакций. Слишком низкая температура замедляет процесс осаждения. Низкая концентрация золота обуславливает неоднородность покрытия с непрокры-тиями, под которыми никель не получает защиты от окисления и коррозии.
Время погружения плат в ванну золочения должно быть достаточным для получения сплошной пленки, но не более. Излишнее пребывание плат в ванне золочения несущественно увеличивает толщину золота, но за счет неизбежных диффузионных процессов приводит к коррозии никеля. - Иммерсионное золочение производится на монтажных поверхностях – в окнах паяльной маски. Нужно добиваться полного проявления, отмывки и отверждения маски, так, чтобы в окнах не было ее остатков, которые будут потом нарушать морфологию осадков. Не до конца отвержденная маска будет разрушаться в агрессивных горячих растворах химического никелирования и осаждаться на поверхности контактных площадок. Адгезия покрытий будет ослаблена.
- Некоторые поставщики паяльных масок не гарантируют их устойчивость к горячим растворам никелирования, поэтому они рекомендуют использовать иммерсионное золочение до нанесения паяльной маски. Это категорически недопустимо! Открытая поверхность диэлектрического основания плат, имеющего значительную пористость, впитывает ионногенные продукты растворов, которые не могут быть полностью удалены даже при тщательной промывке. Их остатки в виде ионов металлов и галогенов приводят к существенному снижению качества электрической изоляции плат и потере их надежности. Не до конца отмытые ионогенные остатки растворов снижают сопротивление изоляции в условиях повышенной влажности. Остатки химических загрязнений в условиях повышенной влажности провоцируют осмотические явления, приводящие к отслоению паяльной маски и влагозащитного покрытия.
Ионогенные загрязнения создают на поверхности платы под маской электролит, в котором развиваются электрохимические процессы, завершающиеся образованием электропроводящих мостиков – «дендри-тов» и соответственно – коротких замыканий. Повышенные потери в диэлектрике платы, обусловленные присутствием химических загрязнений, снижают уровни СВЧ-сигналов (стандарт IPC 4252). Кроме того:
- Обработка открытой поверхности плат в агрессивных растворах будет приводить к разрушению адгезионного слоя фольги и, как следствие, к отслоению тонких проводников и образованию под ними пазух, в которых скапливаются загрязнения.
- Адгезия паяльной маски к проводникам, покрытым иммерсионным золотом, намного ниже, чем к медным проводникам. В процессе эксплуатации маска может отслаиваться. Поэтому паяльная маска должна наноситься только на развитую поверхность медных проводников (IPC-SM-839), получаемую с помощью механической обработки или микротравления, но не на тонкий блестящий слой золота.
- В процессе нанесения паяльной маски на иммерсионное золото и ее термодубления поверхность золота «отравляется» парами органических соединений, входящих в состав паяльной маски, что ухудшает смачиваемость монтажной поверхности контактных площадок припоем и снижает надежность паяного соединения.
Заключение
Иммерсионное золочение – процесс, требующий высокой технологической культуры. Приведенные рекомендации – лишь часть особенностей технологии золочения, которую использовали авторы.

Для сохранения паяемости печатных плат, обеспечения плоскостности покрытия и для надежного монтажа электронных компонентов и паяных соединений необходимо защищать медную поверхность контактных площадок печатной платы, так называемым финишным металлическим защитным покрытием. На элементы рисунка одной платы, имеющие различное назначение, могут наноситься разные покрытия, если это необходимо для обеспечения качества и надежности, либо одинаковое покрытие с «компромиссными» свойствами для упрощения процесса изготовления.
Мы предлагаем Вам оптимальный перечень финишных покрытий, который позволит сделать выбор в пользу одного–двух, в крайнем случае, трех вариантов, удовлетворяющих всем требованиям по стоимости, паяемости, надежности и т. д., для изготовления Ваших печатных плат.
Горячее лужение ПОС-63 (HASL)
Толщина, мкм: 15-25 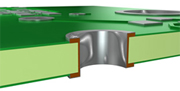
Процесс горячего облуживания платы, методом погружения на ограниченное время в ванну с расплавленным припоем и при быстрой выемке обдувкой струей горячего воздуха, убирающей излишки припоя и выравнивающей покрытие.
Плюсы
- Наиболее хорошо известный и традиционно применяющийся метод покрытия, технология его нанесения и дальнейшего использования плат, покрытых HASL, хорошо отработана;
- Хорошая прочность паяного соединения;
- Выдерживает множество циклов пайки.
Минусы
- Значительная неплоскостность контактных площадок;
- Содержит свинец, вреден для окружающей среды и обслуживающего персонала;
- Затруднено применение для плат с большим соотношением толщина платы и диаметра металлизированного отверстия;
- Значительная тепловая нагрузка на плату, что может вызвать ее коробление;
- Жесткий термоудар, который испытывают межслойные соединения многослойной платы при погружении в расплавленный припой
- Возможны замыкания контактных площадок компонентов с малым шагом, не рекомендуется применять данный метод для компонентов с шагом менее 0.5 мм;
- Неравномерная толщина покрытия на контактных площадках разного размера и ориентации.

Иммерсионное золочение (Electroless Nickel / Immersion Gold - ENIG)
Толщина, мкм: 3 – 5,0 Ni; 0,06 – 0,1 Au

Наносимое химическим методом покрытие, представляет собой тонкую золотую пленку, наносимую поверх подслоя никеля. Функция золота — обеспечивать хорошую паяемость и защищать никель от окисления, а сам никель служит барьером, предотвращающим взаимную диффузию золота и меди.
Плюсы
- Плоская поверхность, равномерная толщина покрытия
- Подходит для установки компонентов с малым шагом
- Не влияет на размер металлизированных отверстий
- Выдерживает многократное термоциклирование
- Подходит для нажимных и скользящих контактов
Минусы
- Паяемость сильно зависит от правильного выбора очистителей, флюса и режимов пайки
- Печатные платы должны хранится в вакуумной упаковке в шкафах сухого хранения
- Содержит никель, который считается канцерогеном
- Не оптимально для плат с высокоскоростными сигналами
- Возможно появление дефектов типа «черные площадки»
- Ограничения по зазорам рисунка, открытых от защитной маски и на ФАФе.
![]()
Иммерсионное олово (Immersion Tin - ISn)
Толщина, мкм: 0,8–1,2 Sn

Химическое покрытие, обеспечивающее высокую плоскостность печатных площадок платы и совместимое со всеми способами пайки, нежели ENIG. Процесс нанесения иммерсионного олова, схож с процессом нанесения иммерсионного золота. Иммерсионное олово обеспечивает хорошую паяемость после длительного хранения, которое обеспечиваются введением подслоя органометалла в качестве барьера между медью контактных площадок и непосредственно оловом. Барьерный подслой предотвращает взаимную диффузию меди и олова, образование интерметаллидов и рекристаллизацию олова. В данном случае подозрения, что из ImmSn самопроизвольно могут образоваться нитевидные кристаллические усы, несостоятельны, поскольку толщина покрытия недостаточна для их формирования. А в результате пайки оно теряет самостоятельность для каких-либо неблагоприятных процессов, характерных для чистого олова.
Плюсы
- Отличная паяемость
- Можно использовать те же паяльные пасты, что и для плат с покрытием HAL
- Плоская поверхность, покрытие подходит для установки компонентов с малым шагом выводов
- Хорошо подходит для выполнения соединений разъемов с платой методом запрессовки по технологии Press-Fit
- Хорошо подходит для ВЧ плат (не содержит слой никеля )
- Не влияет на размер металлизированных отверстий
Минусы
- Платы требуют осторожного обращения
- Печатные платы должны хранится в вакуумной упаковке в шкафах сухого хранения
- Не пригодно для производства клавиатур/сенсорных панелей
![]()
Гальваническое золочение ножевых разъёмов (Gold Fingers)
Толщина, мкм: 5 -6 Ni; 1,5 – 3 Au
Размер обрабатываемой области: 300 х 50 мм

Гальваническое золочение контактов разъема по подслою никеля. Наносится электрохимическим осаждением (гальваника) и может совместно использоваться с другими покрытиями. Используется в основном для нанесения на концевые контакты и ламели, так же пригодно для производства клавиатур/сенсорных панелей.
Плюсы
- Имеет высокую механическую прочность, стойкость к истиранию и неблагоприятному воздействию окружающей среды
- Незаменимо там, где важно обеспечить надежный и долговечный электрический контакт. Возможно увеличить толщину в несколько раз
Минусы
- Высокая стоимость
- Для покрытия обязателен гальванический контакт
- Ограничения по размеру печатных плат
Заказ и оплата
Позвоните или напишите нам на почту и мы прокунсультируем вас по любому вопросу. Вы также можете приехать к нам в офис и обсудить с нашими высококвалифицированными специалистами ваши заказы
Читайте также: