
Что такое ювелирные резцы
Опубликовано: 20.04.2024
Напильник. Применяемые в ювелирном деле напильники различаются по размерам, профилю и насечке. По профилю напильники бывают трехгранные, полукруглые, круглые, плоские, ромбические, разновыпуклые (рис. 2.2, а). Ювелирные напильники в отличие от слесарных, как правило, — остроносые. Насечка напильников обозначается номерами: 0, 1, 2, 3, 4, 5. Чем выше номер насечки, тем мельче зуб напильника. Напильники с крупной насечкой (номеров 0, 1, 2) предназначены для предварительного (чернового) опиливания, напильники с более мелкой насечкой (номеров 3, 4, 5) — для окончательного (чистового).
Напильники изготовляют из инструментальных сталей. Для обеспечения возможности безопасной и удобной работы на хвостовик напильника насаживают деревянную ручку. Необходимо при этом помнить, что зазоры между хвостовиком и ручкой не допускаются — иначе в образовавшиеся щели будут попадать опилки драгоценных металлов. Применяются напильники как отечественного, так и импортного производства. Напильники используются при обработке практически всех деталей ювелирных украшений: кастов, накладок, рантов, швенз, шинок, крючков, петель, стоек (флажков).
Надфиль. Отличается от напильника меньшей плоскостью сечения и тем, что хвостовик надфиля одновременно является рукояткой. Как и напильники, надфили (рис. 2.2, б) различаются по размерам, профилю и насечкам. Профиль надфилей — самый разнообразный. Надфили бывают трехгранные, клиновидные (ножевые), ромбические, плоские, квадратные, круглые, полукруглые, разновыпуклые, пазовые, овальные, игольчатые. Насечка надфилей обозначается номерами 1—6. Надфили с насечкой номеров 1, 2, 3 применяются при черновом опиливании рельефа, контура, паяных соединений. Надфили с насечкой номеров 4—6 служат для чистовой отделки: выведения мелких рисок, обработки крапанов. Крепятся надфили в ручках с цанговым или винтовым зажимом. Определенный тип надфилей носит название рифелей.
Рифель. В отличие от большинства надфилей рифели имеют укороченную, изогнутую рабочую часть двояковыпуклого, круглого и полукруглого профилей с изгибами различной конфигурации: кольцевыми, двухрадиусными, лыжевидными. Как правило, у рифелей (рис. 2.2, в) односторонняя насечка. Применяются рифели для обработки вогнутых поверхностей и доводки внутренних поверхностей полых изделий.
Рифели, а также напильники и надфили служат определенный срок, после чего их списывают. И во многом от того, как обращаются с инструментом, как сохраняют и готовят его к работе, зависит продолжительность этого срока. Покрытые антикоррозионной смазкой инструменты хранятся на складе. Перед работой эту смазку удаляют жесткой щеткой, одновременно промывая бензином. Смазку можно удалить также с помощью мела, сначала густо натерев им насечку, а затем щеткой полностью удалив его. Очищать инструменты, причем неоднократно, от застрявших на их поверхности опилок необходимо в процессе работы (опиливания). Делается это также с помощью щетки.. Чтобы уберечь рабочую часть инструментов от быстрого затупления, нельзя допускать их соприкосновения с металлами, камнями; нельзя также приступать к опиливанию изделия, не убедившись, что на его поверхности нет остатков припоя и флюса.
Фреза. Способ опиливания с применением бормашинки и набора боров-фрез (рис. 2.2, г) позволяет работать быстрее и производительнее. Наиболее часто применяются следующие виды фрез: коническая, цилиндрическая, торцовая, комбинированная, шаровая, полостная, фасонная.
Лобзик или лобзикштейн. По конструкции и принципу действия похож на обычную ножовку (рис. 2.2, д). Закрепление режущей пилки и стабилизация ее в рабочем положении, а также съем осуществляются вращением в ту или другую сторону винта-барашка и зажимных щечек, на удерживающей поверхности которых нанесены риски-зубчики. Размер лобзика по длине свободно регулируется и фиксируется при помощи направляющих и винта-барашка, что позволяет использовать в работе пилки как стандартной длины, так и укороченные (сломанные).
Пилки для лобзика представляют собой определенной длины закаленную проволоку прямоугольного сечения с наклонно-зубчатой насечкой на одной грани. Крепится пилка направлением режущих зубьев вниз, так как рабочее положение лобзика обычно вертикальное. Лобзиком выпиливаются детали сложной конфигурации или ажурный орнамент.
Сверло. Состоит из рабочей части и хвостовика (рис. 2.2, е). Участок рабочей части в виде конуса, образованного режущими кромками, называется режущим, а угол этого конуса — углом заточки сверла. Оптимальное значение этого угла при сверлении золотых и серебряных сплавов колеблется от 125 до 140°. Винтовые канавки, имеющиеся в рабочей части сверла, необходимы для прохождения, отвода опилок. Хвостовик служит для крепления сверла в патроне шпинделя. Ювелирные сверла малых диаметров имеют хвостовики утолщенного типа: сверла с такими хвостовиками легче и удобнее закреплять в патроне, биение такого сверла при работе значительно меньше. Сверлами осуществляется сверление и рассверливание.
Шабep. Состоит из стержня с рабочей частью и ручки (рис. 2.2, ж). Рабочая часть шабера (в целях безопасности очень короткая — 20 мм) имеет три лезвия — три ребра, образованных трехгранной конической заточкой, угол при вершине которых называется углом заточки шабера. Изготовляются шаберы из инструментальных сталей, отличаются друг от друга размерами сечения и углом заточки. Рабочая часть шабера закаливается. Шаберами выполняются операции шабрения.
Шаберы не должны быть ни хрупкими, ни слишком мягкими: лезвие хрупкого шабера часто выкрашивается, мягкий шабер требует очень частой заправки (заточки). Чтобы избежать таких нежелательных явлений, шаберы подвергают процессу отпуска. Затачивают шаберы всегда на три грани. Различают три стадии заточки: предварительную, промежуточную и окончательную.
Предварительную заточку осуществляют сначала на наждачном точиле, когда шаберу задают грани и определенный угол. После этого грани выравнивают на грубом абразивном бруске. Каждую отдельную грань выравнивают поочередно, прижимая к камню-бруску деревянным прижимом и равномерно скользя по плоскости камня.
Камень-брусок периодически смазывают машинным маслом или керосином. Предварительную заточку проводят до тех пор, пока грани не станут плоскими, а ребра прямоугольными. Промежуточная заточка осуществляется в том же порядке, как и предварительная, но уже на мелкозернистых брусках. Окончательная заточка шаберов ведется на твердых мелкозернистых оселках. Необходимо помнить и следить, чтобы бруски для заточки (заправки) шаберов были без трещин, царапин, выработок.


Рис. 2.2. Режущий инструмент
Чекан. Это стальной (из легированной стали) стержень длиной от 9 до 12 см круглого, квадратного, прямоугольного, восьмигранного сечений. Рабочий конец чекана должен быть закален, средняя часть не закаливается и имеет утолщение для повышения устойчивости в работе (при ударах) и снижении вибрации.
Хвостовик чекана делается относительно мягким и вязким, чтобы уберечь его от расплющивания. На рабочей поверхности чекана не должно быть острых углов и граней, в целях исключения пробивки насквозь. Чеканы различают по форме рабочей части, которая может иметь самый разнообразный рисунок-насечку. Сортамент чеканов в соответствии с выполнением новых конкретных чеканных работ постоянно меняется и растет. Основные виды чеканов (рис. 2.2, з) имеют следующие названия:
- Канфарник. Применяют для перевода рисунка на металл путем прочеканивания изображения по контуру, а также для отделки фона точками (канфарения). В последнем случае форму бойка выполняют в виде притупленной иглы 1.
- Расходник. Этот чекан 2 используют для воспроизводства, прочеканивания общего очертания рисунка или шрифта; форма рабочей части (бойка), как правило, линейная в виде слегка закругленного клина и напоминает лезвие отвертки; бывает также с изогнутой формой бойка.
- Пурошник и бобошник. Рабочая часть этих чеканов (3) — полушаровая и овальная; применяются они для получения всевозможных выпуклостей, обеспечивают глубокую вытяжку рельефа.
- Лощатник. Чекан этой разновидности (4) имеет боек плоских форм; применяется для выравнивания и сглаживания плоских участков изображения. Различают полированные лощатники для получения блестящего изображения и лощатники с различной степенью шероховатости, матовые.
- Сечка. Применяют для выбивания тонкого линейного рисунка и для одностороннего ступенчатого смещения металла; имеет форму односторонне заточенного плоского зубила 5.
- Фигурный или узорный чекан. Применяют для отделки орнамента, реже — при создании контура рисунка; рабочая часть чекана 6 имеет определенный рисунок; чередуя силу ударов по фигурному чекану, можно выбивать на заготовке самые разнообразные изображения и орнаменты; именно этими чеканами получают необходимый чеканный рисунок на ювелирных украшениях.
- Штихель. Это своеобразный стальной резец длиной 100—120 мм, закрепленный в деревянной длиной 30—70 мм ручке специальной формы. Штихели различают по форме их поперечного сечения и форме режущей части (рис. 2.2, и). Штихели определенного профиля делятся также в зависимости от толщины по номерам.
Виды штихелей. Для выполнения процессов гравирования применяют штихели как отечественного, так и импортного производства.
- Вырезной штихель — шпицштихель. Этот вид наиболее распространен и имеет 20 различных размеров; отличается от мессерштихеля тем, что его боковые стенки выпуклые; клинок шпицштихеля 1 — прямой, угол лезвия составляет от 30 до 45°; используется шпицштихель для гравирования контура рисунка, прорезания глубоких линий, четких штрихов.
- Прорезной штихель — мессерштихель. Рабочая часть мессерштихеля 2 имеет клинообразный профиль со слегка закругленной режущей кромкой; угол заострения лезвия от 15 до 30°; мессерштихели делятся на тонкие и толстые; тонкие предназначены для прорезания очень тонких (толщиной с волос) линий, толстые — для выполнения линий резких, четких, как при гравировании начисто, окончательно.
- Грабштихель. Клинок грабштихеля 3 — изогнутый с прогибом от 3 до 8 мм, в сечении имеет форму ромба; угол лезвия колеблется от 30 до 90°; используется грабштихель для обработки вогнутой поверхности, больших плоскостей.
- Растровый штихель—шатирштихель. Лезвие шатирштихеля 4 имеет мелкую зубчатую насечку, шаг которой колеблется от 0,1 до 0,4 мм; шатирштихель имеет семь размеров и применяется для штриховки и матирования.
- Плоский штихель — флахштихель. Режущая кромка флахштихеля 5 — плоская, ширина ее может быть от 0,2 до 5 мм; флахштихель имеет 20 размеров, а применяется он для прорезания широких плоских углублений и чистовой обработки.
- Радиусный штихель — боллштихель. Имеет 20 размеров; режущая кромка закруглена, радиус закругления колеблется от 0,3 до 0,5 мм; служит боллштихель 6 для гравирования штриховых надписей и чистовой обработки.
- Фассетенштихель. Форма профиля клинка фассетенштихеля 7 — трапециевидная, угол заострения лезвия составляет 60—120°; применяется фассетенштихель для выполнения сложных узоров, тонкой чистовой обработки.
- Гравировальная зубилка. Очень похожа на штихель, однако применяется только для выполнения черновой работы, т. е. при необходимости выемки значительного количества металла.
Штихели изготовляют вручную. Материалом для них служат в основном инструментальные стали марок У12 и ХВГ. Штихели можно сделать также из прутковой стали «серебрянки», наружных колец шарикоподшипников, небольших плоских напильников, лезвий опасных бритв. Штихель должен отвечать следующим требованиям: быть изготовленным из качественного материала, быть правильно закаленным (недокал и перекал недопустимы) и заточенным.
Правильная заточка штихеля имеет решающее значение в уменьшении конечного брака при гравировании. Заточку начинают с того, что на шлифовальном круге у штихеля со стороны спинки делают аншлиф (срез), при этом высота лезвия рабочей части штихеля должна быть от 1,4 до 3 мм. Боковые ребра штихеля скругляют путем снятия фаски. Локоть руки при заточке надо держать на весу неподвижно, кисть же руки направлять к себе и обратно, плотно прижимая резец к шлифовальному камню, и следить за тем, чтобы плоскость резца затачивалась под углом 45—55° (рис. 2.2, к). Если угол заточки получился менее 45°, то штихель при гравировании будет срезать металл неравномерно, рывками, а при заточке более 55° движения штихеля будут скользящими. Площадка (лобовая), образовавшаяся между режущей кромкой и срезом (аншлифом), должна быть как можно меньше, чтобы обеспечивать наибольший обзор места реза. При заточке шлифовальные круги смачивают машинным маслом или керосином. Заусенцы снимают на глянцевом оселке или кремнистом сланце. Лезвие при необходимости заполировывают на шлифовальном круге из кожи с применением пасты ГОИ. Эту операцию осуществляют короткими движениями назад к ручке.
Кусачки, ножницы. Применяют для резки (откусывания, вырезания) материала в процессе выполнения многих операций изготовления ювелирных украшений (рис. 2.2, л).
Бор – это режущая металлическая насадка для бормашины. Боры бывают алмазные, посадочные, подрезные, шарики, трапециевидные…
Вальцы – это инструмент для раскатывания металлических пластин и штапика.
Волочильная доска – это инструмент для протягивания металлической проволоки различного диаметра.

Душка – это петелька кулона или подвески используемая для продевания цепочки.

Изложница – это инструмент для выливания металлических стержней и пластин, различной формы и размеров.

Каст - это часть кольца или любого другого украшения, куда устанавливается камень.

Корневертки – это набор ювелирных инструментов для закрепки камней, с полусферическим наконечником.

Муфельная печь - это устройство предназначенное для нагрева чего либо до заданной температуры.

Надфиль – это точащий инструмент, маленький напильник для тонких работ.

Опока – это металлический цилиндр для заполнения формовочной смесью. Предназначенный для литья восковых моделей.

Резиновые насадки для бор машинки – это насадки с резиновыми наконечниками различной формы и жесткости для обработки металла.

Скань, филигрань – это вид ювелирной техники, ажурный узор из тонкой проволоки золотой, серебряной, гладкой или свитой в косичку. Напаянный на металлический фон.

Флацанки – это ручной инструмент (круглогубцы, плоскогубцы, кусачки…)

Шабер – это инструмент для скобления.

Шарногель – это инструмент для фиксации ювелирных изделий гравировке и закрепке камней.

Швенза – это замок на сережках. Они бывают различных видов, есть защелкивающиеся и просто продевающиеся в ухо.

Шинка - это круглая часть кольца, огибающая палец. Шинки бывают различной формы и толщины.

Штапик - это золотой или серебряный стержень, отлитый в изложнице для дальнейшего прокатывания в вальцах. Круглого или квадратного сечения.

Штихель – это режущий инструмент для гравировки по металлу.
Пожалуйста, подскажите как что называется и, если можно, кратко-для чего применяется.Я начала заниматься ювелиркой, но на иврите, так что мне потом еще предстоит перевод.
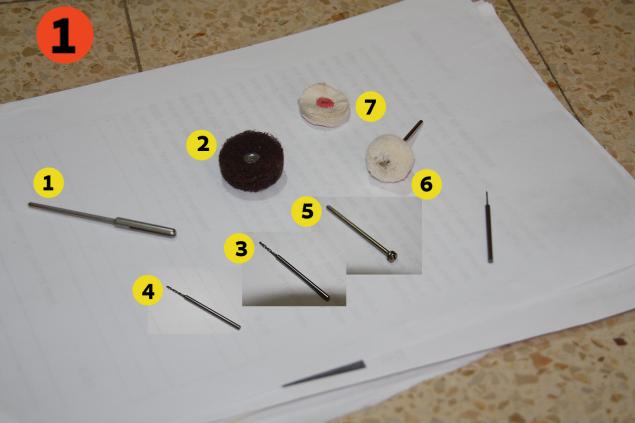



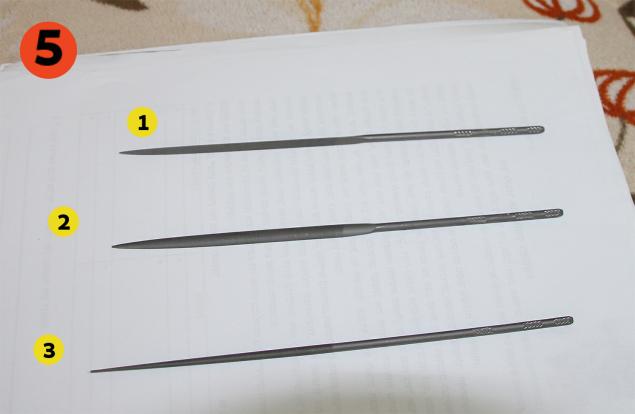
это похоже на пилочки.Извините, фото плохие.1-трехгранная, 2-плоская на 1 "грани", полусфера-с другой(как кабошон),3-просто круглая.
И все эти "пилочки" со всех сторон слаборебристые, как мелкая наждачка.Видимо, ими можно обрабатывать металлический край?

Эта штука гладкая, ребристая только ближе к концу(на фото плохо, но видно).


это пилочки.Подскажите, пожалуйста какие они бывают-различаются только по номеру?для всех ли метериалов используют одинаковые пилочки(я не про размер).Где их можно купить в Москве(в Израиле все все намного дороже).


И еще вопрос-обязательно ли преобретать ювелирный стол или можно работать и за обычным?

Нашла, что 3 -это лобзик, а вот про пилки к нему есть вопросы.А на 5 рисунке надфили.

На первом листе видимо насадки для машинок типа дремель. Номер 2 скорее всего щетка металлическая, а номера 6 и 7 это войлочные круги.
На пятом листе это надфили. Чего только ими не делают.
На четвертом кажется круглогубцы, плоскогубцы, бокорезы и пр. Вообще, это не такая уж диковинка неизвестная) В строительном валом навалено таких инструментов разной степени изящности.

На 4-м фото: 1) плоскогубцы; 2) бокорезы; 3)тоже плоскогубцы; 4) круглогубцы.

на первом фото у вас насадки на бормашину, сверла, буры, полировочные насадки, под 5 номером то ли фреза, то ли "держалка" для войлка
на втором - струбцина и финагель "ласточка"
на третьем - лобзик
на четвертом - клещи, кусачки, плоскогубцы, круглогубцы
на пятом - надфили
на шестом - не знаю как штука называется, ею удобно отверстия намечать и пробивать
7 - шило, 8 - пилки к лобзику, 9 - молоток текстолитовый/резина (черное со второй строны бойка. ) 10 не опознала ))))

6 - называется штука - керн.

на фото №6 - керн. испоьзуется для разметки по металлу (при ударе молотком остается след достаточно заметный для глаза, но и достаточно, при аккуратности и навыке, разумеется - мелкий для того, чтоб скрыться под дальнейшими операциями.)
№7 - надо смотреть на металл острия - от банального шила или разметчика "чертилка", до приспособы для нанесения мелких частичек припоя на стык (при работе с бензиновой горелкой) или даже помешивания-удаления флюса при плавке металла в тигеле.

На картинке №5 все три зовут надфилями. купить все можно в сапфире http://www.sapphire.ru/ в разделе ручной инструмент есть почти все инструменты которые Вы сфотографировали, это в Москве. Там же можно купить и литературу. №3 лобзик №8 пилки для лобзика №1 разные боры для бормашинки (2,7,6 для полировки 1 и 5 дискодержатель и шкуркодержатель 4,3 сверла) №4 круглогубцы, плоскогубцы, кусачки применение самое разное. №2 ласточка (приспособление для выпиливания)

1. боры, свёрла, пушкИ.
2. штуковина для выпиливания. название не помню. Крепится струбциной к столу рогаткой на себя. Деталь кладётся на рогатку и - вперёд, выпиливайте..
3. лобзиком по металлу..)
5. тоже понятно, натфили (или наДфили?)
6. названия опять не вспомню, используется для нанесения точки ( ударом молотка сверху) для последующего сверления. Может использоваться и по другим надобностям..
7. это, скорее всего, чертилка. На нанесённый эскиз (карандашом) процарапываете рисунок на металле.
8. Пилки для лобзика по металлу. Разнятся по толщине, от 00.1 до 0.2мм. (примерно)
9.Молоточек ювелирный, используется для правки шинки кольца на, по-моему, ригеле (такая конусообразная металлическая дубинка)..)
Насчёт ювелирного стола. Старые мастера прекрасно обходились чертёжной доской (например) с выпиленным полукругом посередине столешницы, под размах ( хе ) локтей..)) Прикрепляли эту доску струбцинами к обычному столу, и - вперёд..
ЗЫ.. пока писал, наверное, профессиональные ювелиры уже высказались.. У меня знания - любительские, давно уже ювелирку забросил..

№6, видимо, кернер, для разметки на металле

первое фото -это насадки на бормашину, про минидрели придётся забыть..
под номером 1 -держатель, на него наматывается наждачка кончиком в щель и закрепляется внизу скотчем
2, 7,6 -это насадки для полировки, где-то войлок, где-то бязь.. войлок точно нужен. насадки промазывают полировальной пастой. Обычно пастой ГОИ
5 не пойму, то ли держалка с винтиком(для тех же войлочных насадок, для наждачки, для шлифовальных резинок, для алмазных кругов..) то ли бор такой.. плохо видно
второе фото -финАгель(упор для обработки) и струбцина, чтоб привертеть финагель к столу или верстаку. лучше, конечно, болтами, но и струбциной для начала сойдёт
на финагеле-пропил "ласточкин хвост" это для начала не особо и надо, можно просто деревяшку. а там деревяшка кстати или плотная резина?
3. лобзик с натяжкой, надо обязательно! и именно с натяжкой!(чтоб был винтик на противоположной от пилки стороне
про 4 -вам тут грамотно сказали, общее название таких инструментов -флацанки
5-надфиля, вам самый нужный -второй(плоский +чечевица) , неособо критичные можно брать в хозмаге, там дешевле
6,7 -это для разметки, как керн(под точечную разметку) тоже можно использовать.. удобный под разметку для сверления керн не такой, он с пружинкой.. керном метят с ударом, можно молотком, если он без пружинки, а типа шила -им просто чертят
8 пилочки, одинаковы для любого металла, разница только в толщине пропила
9 киянка, с одной стороны помягче, с другой стороны пожёстче.. не уверена, что это оптимальный инструмент, может, лучше текстолитовый молоток и пластиковая киянка? используется для разных отбиваний -и на ригеле(кольцо), и на шпераке(конус, пирамида,плоскость), и в плоскость(на флахайзене)
10 не знаю, что такое, может, подпорки для пайки?
за обычным столом работать можно, ещё лучше за компьютерным, он немножко похож на вестак, на полочку для клавиатуры удобно инструмент складывать
зы. попробуйте тут проволочное сообщество почитать, там кое-что есть по инструментам, кое-что и в эмальном сообществе есть






У каждого модельщика по воску есть своя из-любленная техника работы по воску. И каждый модельщик предпочитает одни - излюбленные - инструменты для выполнения работ. Некоторые предпочитают ножи, другие - напильники и надфили, третьи работают исключительно бормашиной.
Выбор инструмента зависит, в немалой степе-ни, от того, какую именно работу вы собираетесь выполнять, а она, в свою очередь, диктует тип воска, поскольку разные воски обрабатываются разными инструментами. Например, для очень сложной, замысловатой резьбы воск требуется настолько твердый и хрупкий, что под ножом в самый неожиданный момент может расколоться или расщепиться. Поэтому не торопитесь закупать инструменты, пока точно не определитесь, какого рода изделия вы намерены изготавливать.
Ножи - инструмент самый легкодоступный и, пожалуй, по большому счету, наиболее часто применяемый. В продаже имеются самые раз-нообразные ножи, но для высокоточной работы модельщика подходит далеко не каждый. Ведь резьба по воску - совсем не то, что резьба по дереву. Идеально для этой цели подходит стандартный ювелирный нож X-Acto с алюминиевой рукояткой диаметром 5/16 дюйма (8 мм). Он легок, прочен и продается в комплекте со сменными лезвиями самой разнообразной формы (Рис.2.5а). Я, например, чаще всего пользуюсь стандартными лезвиями №11. Купить такой нож можно где угодно: от специальных магазинах для художников до простых канцелярских лавочек. Стоит он меньше 5$, а вместе с набором запасных лезвий на несколько лет работы - меньше 7,5$.
Для большинства работ, однако, угол заточки ножа X-Acto №11 слишком острый: небольшой трафаретный нож X-Acto, снабженный алюми-ниевой ручкой и набором сменных лезвий №4, заточен под углом в 45° (Рис. 2.5Ь), что хорошо подходит для выскабливания и выглаживания поверхностей. X-Acto также выпускает ряд но-жей, которые используют художники, создаю-щие макеты рекламы. Эти ножи очень маленькие, и поэтому их можно с легкостью применять для проработки тонких деталей в воске. Однако некоторые из них весьма дороги. Если подобрать к сменным лезвиям импровизированную ручку, то само лезвие станет ценным приобретением.
Хорошей ручкой, и не только к ножам, но и к разного рода скребкам и даже борам, может служить механический (цанговый) чертежный карандаш. Лучше всего годятся марки Eagle, Caran d'ache и некоторые другие, предназна-ченные для 2-миллиметрового грифеля. Просто слегка обточите пластмассовую манжетку лез-вия, вставьте его в цангу карандаша и вы полу-чите хорошо сбалансированный прецизионный инструмент (Рис. 2.5с).
На рисунке представлены те три ножа, только которыми я пользуюсь. Надо признаться, что мне доставляет несказанное удовольствие одним щелчком пружинки выкидывать затупившееся лезвие. Впрочем, некоторые модельщики позволяют себе покупать очень дорогие, высококачественные лезвия и годами пользуются ими. Преимущество в том, что лезвие можно заточить под конкретную работу. Всего несколько движений лезвием по точильному камню «Арканзас» — и оно, благодаря качеству стали, становится даже острее, чем при машинной заточке. Легкое же «вихляние», характерное для лезвия, закрепленного в патрон карандаша, здесь исключено, поскольку лезвие намертво прикреплено к рукоятке ножа.
Такие ножи требуют внимания и аккуратного обращения. Если вы намерены приобрести набор хороших режущих инструментов, будьте готовы к тому, чтобы затачивать их всякий раз, как они затупятся. Несмотря не некую мистическую ауру, окружающую процедуру затачивания ножей, она очень проста. Нужны лишь хороший точильный камень, несколько капель масла да твердая рука. Главная роль отводится точильному камню. Инструменты у вас миниа-тюрные: крохотная засечка, ничего не значащая для 6-дюймового (15 см) охотничьего ножа, для вашего крошечного лезвия может оказаться настоящей катастрофой. Лучше всего для этих целей подходит точильный камень «Арканзас», который можно приобрести в магазинах, торгующих ювелирным оборудованием. Брусок стандартного размера — приятная роскошь, но подойдет и просто тонкая пластина точильного камня, вложенная в деревянную коробочку, или просто зацементированная в глине, чтобы придать жесткости при использовании. Приемлемы и прочие типы точильных камней: Arkeram, сделанный из спеченного порошка арканзасского камня, и пропитанный маслом камень India.
Капните на поверхность бруска несколько капель масла, чтобы лезвие шло по нему гладко, без рывков, и приступайте. Держите нож твердой рукой, плотно прижимая к бруску всю режущую кромку (Рис. 2.6а). Делайте по камню круговые движения или вперед-назад по прямой. Начинающим второй способ кажется легче, однако движениям вперед свойственна некоторая «рваность»: движение нужно начать, закончить и снова начать, стараясь все так же плотно прижимать лезвие к камню, а это не так-то просто, и заточка может оказаться неровной. Я рекомендую потренироваться на каком-нибудь менее точном инструменте в круговых движениях, которые позволяют прижимать лезвие более плотно и постоянно.
Стараясь не менять угол заточки, сделайте одной стороной ножа с десяток круговых движений, затем переверните и под тем же углом повторите операцию.
Проверить результат можно, взглянув на кромку лезвия: если вы ее видите, значит, процесс следует продолжать. Еще проверка: медленно и осторожно проведите заточенным лезвием по ногтю. Должна появиться тоненькая стружка, вроде той, что завивается, когда дерево стругают рубанком (Рис. 2.6Ь). Если нож скользит — вернитесь к бруску. Под сильной лупой можно увидеть, что от бруска на режущей кромке образовался крохотный заусенец, из-за которого ваше лезвие при работе будет «цеплять» и оставлять на воске мельчайшие царапины. Удалить заусенец несложно: нужно только несколько раз туда-сюда провести лез-вием по туго натянутому кожаному ремешку или отполировать его наждачной бумагой 3/0 или 4/0. Поможет даже, если вы просто потрете лезвием о твердое дерево финагеля (Рис. 2.6с). Любой, кто может резать воск, может и заточить свой нож. Просто работайте тщательно и получите хороший результат.
Найти подходящие ножи — не проблема. В продажу поступает разнообразнейший ювелир-ный инструмент, специально предназначенный для резьбы по воску (Рис.2.7).Влюбом магазине для художников вам предложат широкий выбор маленьких ножичков для резьбы по трафарету, прекрасно подходящих для вырезания тонких деталей в воске. Разнообразные режущие инструменты есть и в инструментальных магазинах. В зависимости от широты поступающего ассортимента, там нередко можно приобрести наборы миниатюрных стамесок, резцов и инструментов для резьбы по дереву. Однако я не рекомендую вам покупать гравировальный инструмент с круглыми ручками во всю ладонь, он способствует максимальному нажиму и предназначен для го-раздо более плотного материала, нежели воск. Для воска же, поскольку он режется куда легче, такого усилия не требуется, а, значит, и такая большая ручка не только не нужна, но и неудоб-на своей громоздкостью при мелких работах. Достаточно удлиненных ручек, причем, чем тоньше, тем лучше.
Ремесленные лавки, магазины для моделистов, все они торгую инструментами конечно, специально не предназначенными для резьбы по воску, но легко приспосабливаемыми к нужным целям: ножи, гравировальные инструменты для офортов и гравюр на дереве и линолеуме, лезвия, миниатюрные инструменты для резьбы или вытачивания моделей из бальсового или иного твердого дерева — возможности безграничны. А если включить сюда компании, поставляющие инструмент для научных исследований с инстру-ментами для препарирования, да еще приплю-суйте сюда магазины медицинской техники с их разнообразием хирургического и стоматологиче-ского инструментария.
Кстати, о стоматологическом инструментарии стоит сказать пару слов отдельно — ведь туда входят и различные ножи, и резцы, и шпатели всех
Из прочих напильников для нас представляют интерес только маленькие надфили — рифели, а также игольчатые и укороченные надфили. Все эти надфили выпускаются самой разной длины, формы и насечки. Они предназначены для работ по металлу, в частности, для ремонта часов, и нуждаются в доработке. Большинство надфилей имеют насечку 6 или даже 8, а полный диапазон - от самой грубой насечки 00 до самой тонкой 8. И ни одна из этого диапазона не годится впрямую для модельщика. Грубый надфиль оставляет глубокие царапины, а тонкий моментально за-бивается. Впрочем, если вдруг деваться вам будет некуда, и придется «взять грех на душу» и воспользоваться именно такими, лучше «согрешите» в сторону большей грубости, поскольку даже средняя насечка 4 слишком тонка для любых работ, кроме, пожалуй, самой финишной обработки — легких прикосновений к изделию. Да и то, старайтесь брать надфиль с насечкой 4 только в том крайнем случае, когда до нужного места никак не добраться ни ножом, ни полировальной пастой, например, до внутренней поверхности крохотных отверстий, окончательно отделать которую можно лишь круглым или полукруглым игольчатым надфилем. Практика показывает, что лучше всего для этой цели брать надфиль с насечкой 2, реже — 3. Они достаточно грубы, чтобы, не особенно забиваясь, быстро обработать материал, и в то же время достаточно тонки, чтобы придать поверхности сносную гладкость.
Наибольшей популярностью среди надфилей пользуются игольчатый и укороченный надфили. Различие между ними невелико.Укороченные надфили выпускаются с квадратными ручками, которые удобнее и крепче держатся в руке, не-жели игольчатые, у которых ручка, обычно, рифленая круглая (Рис. 2.10а). Различаются они и по соотношению режущей поверхности с ручкой. У укороченных надфилей лезвие той же длины, что и ручка или даже короче, что облегчает работу в труднодоступных местах. У игольчатых лезвие длиннее ручки, и они бывают различной длины, от 4 до 7 дюймов (10 — 18 см). Укороченные же надфили выпускаются с лезвием одной длины, 5 дюймов (12,7 см).
Выбирая между этими двумя типами надфи-лей, вам следует определить, насколько велико и замысловато изделие.Чем оно больше (а в нашем деле 3 дюйма (7,6 см) — уже много) и проще, тем предпочтительнее для вас игольчатый над-филь. Чем мельче и замысловатее — тем скорее вам следует браться за укороченный. Ассорти-мент и тех и других огромен, если, конечно, вы можете себе это позволить. Одного только я бы вам не рекомендовал — покупать уже укомплек-тованные, готовые наборы, хотя они продаются в удобной сумочке. От такого набора нельзя ожидать разнообразия длины, насечки, профиля. Скорее всего, вы получите один или два надфиля, которыми можно было бы с успехом отвернуть деталь — другую в наручных часах, но для вас набор окажется совершенно бесполезным.Так что, прежде чем покупать, тщательно взвесьте конечную полезность инструмента.
Хотя грубость насечки и длина режущей поверхности играют немаловажную роль, главная характеристика надфиля — форма. Ни один надфиль не бывает универсальным, поэтому эти инструменты имеют, как минимум, дюжину различных форм. Впрочем, выбор наиболее полезных в работе надфилей, не такая сложная задача, как может показаться на первый взгляд. Многие надфили являются просто разновидностью базовой формы. Например, такие экзотические названия, как «шиповый», «убегающий», «маятниковый», обозначают просто менее распространенные варианты все того же баретного надфиля, единственного полезного инструмента, который вы можете ку-пить.
Баретный надфиль (Рис. 2.10Ь) имеет упло-щенную треугольную форму и только одну режущую поверхность. Он, пожалуй, один из немногих, что используют не все плоскости в работе, но именно это и делает его очень полезным. Им можно обрабатывать самые тонкие детали, самые узкие места, не опасаясь ненароком повредить что-то рядом. Его легко, гораздо легче, остальных, направить в нужную точку.Его более грубые и длинные разновидности идеальны как для грубой обработки внешних контуров, так и для проработки внутренних деталей.
Однако для обработки вогнутых поверхностей и округлых углублений изнутри баретный над-филь не годится. Для этой цели подходит, ско-рее, полукруглый (Рис. 2. Юс), работающий как плоской, так и круглой стороной. Использовать его можно и для грубого, и для более тонкого опиливания, и, хотя направляется он не с такой легкостью, как баретный, все же функционально он куда более гибок. В общем, если вам по каким-то причинам придется ограничиться лишь одним надфилем, то выбор должен пасть именно на полукруглый.
Честно говоря, большую часть своей работы модельщик может с успехом выполнить этими двумя надфилями — баретным и полукруглым. Но существует и ряд особых надфилей, которые особенно полезны для выполнения специальных операций. И к таким относится, в первую очередь, пожалуй, ножевидный (Рис.2.10d), ко-торым лично я пользуюсь чаще всего. В разрезе он имеет форму остроугольного треугольника, острый угол которого и есть режущая кромка. Впрочем, кромкой-то как раз работают меньше всего, а опиливают, в основном, сторонами треугольника — режущими поверхностями. Главное действие надфиля в том, чтобы резать и расширять, а это как раз выполняют стороны треугольника. Применяют этот надфиль, как правило, для уточнения внутренних поверхно-стей мелких деталей, а потому лучше, если он будет маленьким.
Еще одним инструментом, используемым почти исключительно для внутренней отделки, является круглый надфиль (Рис.2.10е), чья зада-ча — увеличивать и выравнивать круглые отвер-стия. Вотличие от скульпторов-миниатюристов, для модельщиков, которые работают в массовом производстве и которым приходится часто иметь дело с кольцами и обрабатывать разноо-бразные касты (и глухие, и с крапанами), этот надфиль — основа основ.Для того же типа высо-коточных геометрических работ служит и трех-гранный или треугольный надфиль (PHc.2.10f), который особенно хорош для насекания линий на поверхности изделия.
И последние два надфиля, используемые модельщиком: плоский остроносый и пазовый (Рис. 2.10g и h). Три надфиля — плоский остроносый, опорный и плоский тупоносый
имеют схожий профиль и служат схожим целям: обработке совершенно плоских или имеющих квадратную форму участков восковой модели.У плоского остроносого надфиля лезвие сужается к концу, что дает возможность варьировать ширину рабочей поверхности (немалое преимущество для модельщика, которому при-ходится иметь дело с мелкими деталями).У двух других надфилей лезвие ровное по всей длине. Опорный отличается от своих собратьев тем, что не имеет насечки с торцов. Его «сотоварищ» же, пазовый надфиль, наоборот, отличается наличием насечки только с торцов, между которыми — гладкое полотно. Он предназначен для единственной цели — продольной разрезки, но весьма выручает тех модельщиков, что ра-ботают в массовом производстве и занимаются изготовлением одинаковых галерей и ажурных деталей.
Вот, пожалуй, и весь перечень тех напильников и надфилей, которые могут вам понадобиться, если вы решите пользоваться, в основном, ими, а не ножами или бормашиной. Однако, как вы сами понимаете, выбор типа инструмента зависит вовсе не от настроения или характера модельщика, а диктуется типом предстоящих ему работ. Миниатюрную статуэтку с большим количеством изгибов гораздо легче резать ножами или борма- шиной.Когда изделие состоит из нескольких отливок, которые необходимо весьма точно скрепить друг с другом, или дизайн сугубо геометрический, что характерно для современных ювелирных изделий, то вполне естественно отдать предпочтение надфилям. Ведь одно движение надфиля сгладит поверхность куда быстрее и ровнее, чем много-часовое выскабливание ножом.
Впрочем, существуют надфили, специально разработанные для «свободных», а не просто геометрических форм, легко подчиняющихся стандартным игольчатым и укороченным. Это — рифели (Рис. 2.10i), которых тоже великое множество, и каждый предназначен именно для конкретного типа труднодоступных мест. Прав-да, они, как мне кажется, среднему модельщику просто не по карману. К тому же инструменты экзотической формы никогда не совпадают с требуемым профилем: свернутая трубочкой наж-дачная бумага выполнит работу лучше.
Итак, базовый комплект надфилей должен включать в себя:
7-дюймовый (18 см) баретный с насечкой 2;
7-дюймовый (18 см) полукруглый с насечкой 2;
6-дюймовый (15 см) трехгранный с насечкой 2;
5-дюймовый (12,7 см) баретный укороченный с насечкой 3;
5-дюймовый (12,7 см) ножевидный укороченный с насечкой 3;
5-дюймовый (12,7 см) круглый укороченный с насечкой 4.
Естественно, описанный комплект — не догма, его можно расширить, дополнив надфилями с иными формами, длинами и насечками. Можно и сократить, убрав два самых длинных игольчатых надфиля. Покупайте самые лучшие надфили, какие только вам по карману, обычно — швейцарского или французского производства. Если вы будете работать ими только по воску, то вам их хватит на всю жизнь. Средняя стоимость хорошего надфиля 10-12$. Никогда не пользуйтесь своими надфилями для зачистки металлических поверхностей: режущие поверх-ности затупятся, вам придется прилагать куда больше усилий, чтобы обработать материал, и вы не сможете так хорошо, как прежде, управ-лять инструментом. Никогда не пользуйтесь над-филями ни для чего иного, кроме опиливания: ни как чертилкой, чтобы проводить линии на воске, ни как шпателем, чтобы добавить воска в модель, ни как рычагом, пытаясь разделить склеившиеся детали.У надфиля нет пружинящих свойств, и он не предназначен для подобных действий. Если его нагрузить на изгиб, хоть са-мую малость, кончик обломится.
Относитесь к своим инструментам бережно.
Не швыряйте их в ящик в конце дня: они гораздо сильнее портятся от трения и ударов друг о друга, чем от работы по воску. Если у вас умелые руки — а у модельщика так и должно быть — сделайте стойку под свои надфили.Лично я сделал для себя такую из старого деревянного сигарного ящичка. Выпилил два одинаковых яруса, скрепив ихшпонками (Рис.2.11); просверлил отверстия точно одно против другого — в верхнем ярусе насквозь, в нижнем наполовину. Втакой стойке каждый стоит на своем месте и не только защищены от соприкосновения, но и хорошо видны, и вам уже не придется перетряхивать весь ящик в поисках нужного инструмента. Впрочем, если такой вариант кажется вам слож-ным, купите или сделайте маленькую кожаную или пластиковую сумочку с кармашками. Или, в крайнем случае, хотя бы заворачивайте надфили в ткань, каждый отдельно друг от друга и от прочих инструментов. Не бросайте их небрежно на краю верстака: одного падения хватает, чтобы кончик обломился. Это — инструменты, и весьма недешевые. Будете о них заботиться, тог-да и они прослужат вам долго.
"Приквел" для моего поста о ювелирном литье
В прошлый раз меня неоднократно просили рассказать как же ведется работа над восковой моделью, которая затем обращается в металлическую отливку.
Суть заключается в изготовлении объемной модели (восковки) будущего ювелирного изделия в натуральном размере со всеми толщинами, фактурами, рисунками и надписями. В процессе литья получается металлическая отливка, точно повторяющая восковку до последней царапины. Современный ювелирный воск конечно имеет мало общего в пчелиным, это химический композит, обладающий большой прочностью и больше похожий на пластик, однако плавится уже при температуре 70-100 градусов, что необходимо для технологии. Это также позволяет не только срезать с него лишнее резцом как при резьбе по дереву, но и наплавлять новую массу, исправляя дефекты и буквально выращивать модель, что делает его идеальным материалом для скульптурирования малых детальных форм. Моделирование из воска стало для меня самым удивительным и интересным ремеслом в жизни!

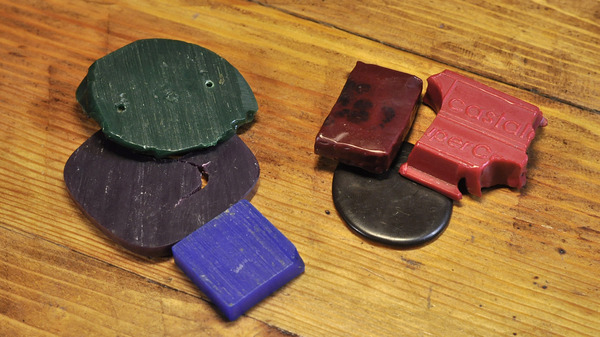
Ювелиры различают модельный воск и литейный (на фото слева и справа соответственно) Первый (известный как Ferris) твердый как дерево или пластик, строгается в сухую мелкую стружку, пилится, сверлится фрезами и полируется, но даже при толщине меньше миллиметра остается прочным. Я редко использую его для самой мелкой тонкой резьбы, для него кужно больше инструмента, больше времени и вообще это не выбор новичка. Литейный же (хоть и предназначен для заливания в резиновую форму для тиражирования восковок) мне нравится для резьбы больше. Он позволяет быстрее и я бы сказал агрессивнее работать со скульптурной формой - отстригать от мягкого куска лишнее, наплавлять новое, оперативно править. Купить тот и другой можно в ювелирных магазинах типа Рута или Сапфир, но скорее всего в большом количестве, сколько новичку не изрезать за годы. А пытаться сварить нечто похожее для резьбы самостоятельно у меня лично не удавалось, хотя то-то близкое при желании можно получить. У любого ювелира в своем городе можно спросить где есть небольшой магазинчик, где можно купить материал в небольшом количестве. обычно всегда есть какие-нибудь мелкие лавочки.
Для работы с литейным воском не требуется использование бормашины и напильников, хватит лишь комплекта из трех-четырех резцов, простой паяльник и пара дополнительных мелочей о чем позже. Никакие покупные инструменты вроде резцов по дереву или стоматологических колупалок здесь не подойдут. Хотя из последних можно самостоятельно выточить более подходящие резцы, но их стальное основание довольно тяжелое для комфортной работы с невесомой моделью. Я предпочитаю легкие резцы на деревянной палочке или в крайнем случае переточенные старые надфили. Основная суть - один резец с широким скругленным лезвием, чтобы снимать много материала и формировать общую форму, один тонкий игольчатый для гравировок и тонких деталей и самый главный - трубчатый. похожий на ложку, чтобы плавить в нем воск прижимая к паяльнику и наплавлять капли воска к модели. Плюс он же и режет, потому таким резцом делается до 80% всей работы.

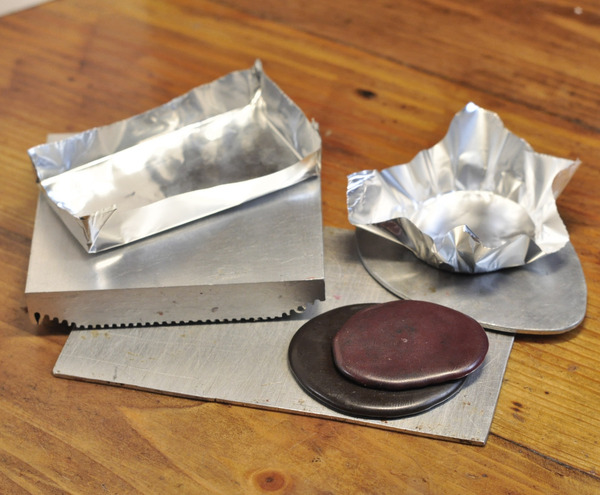
Также понадобится подходящая стальная емкость для плавления воска - восколит.
Это может быть емкость для разогревания воска паяльником - 2см глубиной (на длину жала паяльника), 4-5см в диаметре и закрепленная в каком-то кожухе, чтобы можно было держать в руке и плавить воск паяльником, не опасаясь обжечься. Удобный восколит получается из дна стальной рюмки, вклеенного в отрезанный жестяной баллончик от спрея. Можно использовать маленькое корытце, чтобы брать его пассатижами и ставить на какой-нибудь нагреватель. У меня уже много лет настольным девайсом выступает нагреватель от велосипедного вулканизатора – такой прямоугольный утюг на 250Вт, выдерживающий температуру в диапазоне 120-160гр внутренним термостатом.
А еще лучше сделать восколит из паяльника, припаяв твердым припоем к жалу металлическую (лучше медную) чашу для воска а сам нагреватель паяльника смонтировав на подставку. Такую «электро-ложку» можно брать руками за подставку чтобы отливать воск. В него же ссыпается все стружка от резьбы и переплавляется в новый материал. Воск после этого нисколько не меняет своих свойств, он абсолютно безотходный.

Воск удобен тем, что заготовку для резьбы не нужно отпиливать от бруска, достаточно расплавить часть паяльником в восколите и вылить на фольгу или алюминиевую пластину - получится пластинка толщиной 2-3мм и требуемого размера, из которой можно вырезать практически любое изделие (для редких исключений свои методы)
Медальоны и прочие декоративные изделия можно моделировать из плоской заготовки - объемные элементы всегда можно нарастить, приплавляя кусочки воска прямо паяльником (не забывая дуть на него, чтобы дым не попал в глаза, он довольно едкий) и лишь в единичных случаях приходится брать большой кусок воска и резать из него. Про художественную составляющую здесь мне говорить нет смысла, каждый сможет моделировать ровно настолько, насколько он способен. Смотрите фотографии украшений в сети у других мастеров, ищите что-то тематическое в картинках поисковика, выбирайте понравившийся стиль, рисуйте, почитайте книги (Рисунок для ювелиров, Моделирование из воска для ювелиров и скульпторов) и разумеется практикуйтесь. Первые модели выходят долго, сложно и топорно, но после 5-10-30ой рука набивается.

Изготовление колец требует иного подхода – создание заготовки и вся резьба ведется на «железном пальце» - цилиндре нужного размера. Для моделирования стержень может быть из любого материала – будь это шприц, корпус от помады, маркер или даже свернутая в трубку бумага. Если стержень не слишком подходит его можно обмотать бумагой до нужного диаметра. Я же за много лет обзавелся комплектом «железных пальцев» всех размеров.
Лучший способ получить заготовку – наплавлять на железный палец кусочки воска в один большой монолитный наплыв. Затем с него срезается лишняя толщина, делается разметка центральной линии, намечается навершие печатки и так далее. Кольцо полностью режется не снимаясь с железного пальца, это полезно для воска чтобы не истирать его руками. Уже после завершения лицевой стороны можно снять модель и проработать обратную сторону – здесь можно будет заметить недоливы воска при изготовлении заготовки, а также для массивных печаток требуется выборка навершия.

Технологию дальнейшего литья по модели я описывал в предыдущем посте. Однако если новичок пока не может позволить себе такие пиротехнические эксперименты, в своем городе всегда можно найти ювелирную литейку, которая принимает чужие модели на литье. Это не так уж дорого стоит, примерно 30-40 за грамм готовой отливки плюс непосредственно металл (бронзу или латунь маловероятно что льют, скорее всего только серебро и золото, первое сейчас стоит примерно 37-40р/гр). Итого литье одной средней модели может стоить 500-700р в серебре.
Читайте также: